Effect of Insufficient Homogenisation of Pigmented Resin During the Extrusion of Polyethylene Pipes on the Mechanical Performance of Butt Fusion Joints
TWI Industrial Member Report 1170-2023 [pdf / 2099 KB]
By C Yu and M Troughton
Industrial Need
High-density polyethylene (HDPE) is becoming more and more popular for pipe applications because of the lower cost, higher resistance to chemical corrosion and biological attack, and greater flexibility compared with metallic materials.
Additives are used to improve the long-term performance of HDPE pipes. Carbon black (CB) is one of the most widely used additives in HDPE pipes due to its low cost and absorption of ultraviolet light, which contributes to the resistance of HDPE pipes against thermal and photo degradation.
There are two main methods for making black HDPE pipe: pre-compounding and in-line extrusion. In the pre-compounding extrusion process, a black pre-compounded HDPE material is prepared by compounding HDPE powder with carbon black masterbatch (CBMB) and antioxidants. The black pre-compounded HDPE granules are then fed into a pipe extruder to produce pipes. In the in-line extrusion process, a non-pigmented compound (NPC) is prepared by compounding HDPE powder and antioxidants. The NPC and CBMB granules are then dry mixed and fed directly into the pipe extruder to produce the final pipe.
During the extrusion of HDPE pipes, CB particles tend to agglomerate and, in addition to this, the high molecular weight part of the HDPE tends to self-segregate and float in the molten low molecular weight part due to significant viscosity differences between these two. As a result, insufficient homogenization during in-line extrusion of black HDPE pipes may occur because of improper screw design or using improper mixing elements. This can be observed as white striations within the pipe, known as windows, where there is no CB.
As well as the mechanical properties of HDPE pipes, the integrity of their welded joints is also very important for the quality of an HDPE pipeline. One of the most widely used welding techniques for HDPE pipes is butt fusion (BF) welding. Previous work at TWI has shown that BF joints in HDPE pipes containing windows can have reduced short-term integrity.
In order to determine an acceptable level of windows in HDPE pipes that does not affect the short-term integrity of the BF joints, a method for quantifying the level of windows in HDPE pipes is required, together with information on the mechanical performance of the BF joints made from HDPE pipes containing different levels of windows. This will help industry to improve the quality of black HDPE pipes without the requirement to eliminate windows completely.
Key findings
-
Windows in HDPE pipes are concentrated roughly in the central third of the pipe wall and are concentrated in a number of areas around the pipe circumference, depending on the design of the pipe extruder die. For the pipes investigated in this project, the windows were concentrated in four regions 90° apart.
-
A procedure for quantifying the level of windows in an HDPE pipe has been developed, based on image analysis of the ribbons produced during the trimming stage of the BF welding operation. This procedure clearly distinguished between different batches of HDPE pipes that were made using the in-line extrusion process on the same extruder but using different processing conditions.
-
Three short-term mechanical tests (a tensile test using a waisted section at the joint interface (WTT), according to EN 12814-7; a tensile impact test, according to ASTM F2634; and a guided side bend test, according to ASTM F3183) were carried out on BF welds produced using the five batches of HDPE pipes with different levels of windows. All of the tested short-term mechanical properties of the BF joints reduced with increasing levels of windows in the pipe walls. However, the only test that could differentiate between all five batches was the WTT. The energy to break per unit cross-sectional area in the WTT was the most discriminating property and was therefore used to determine an acceptable level of windows that did not result in a brittle failure mode during the WTT.
-
A critical value of 0.5% was found to be the maximum level of windows that did not reduce the ductility of the joint.
a)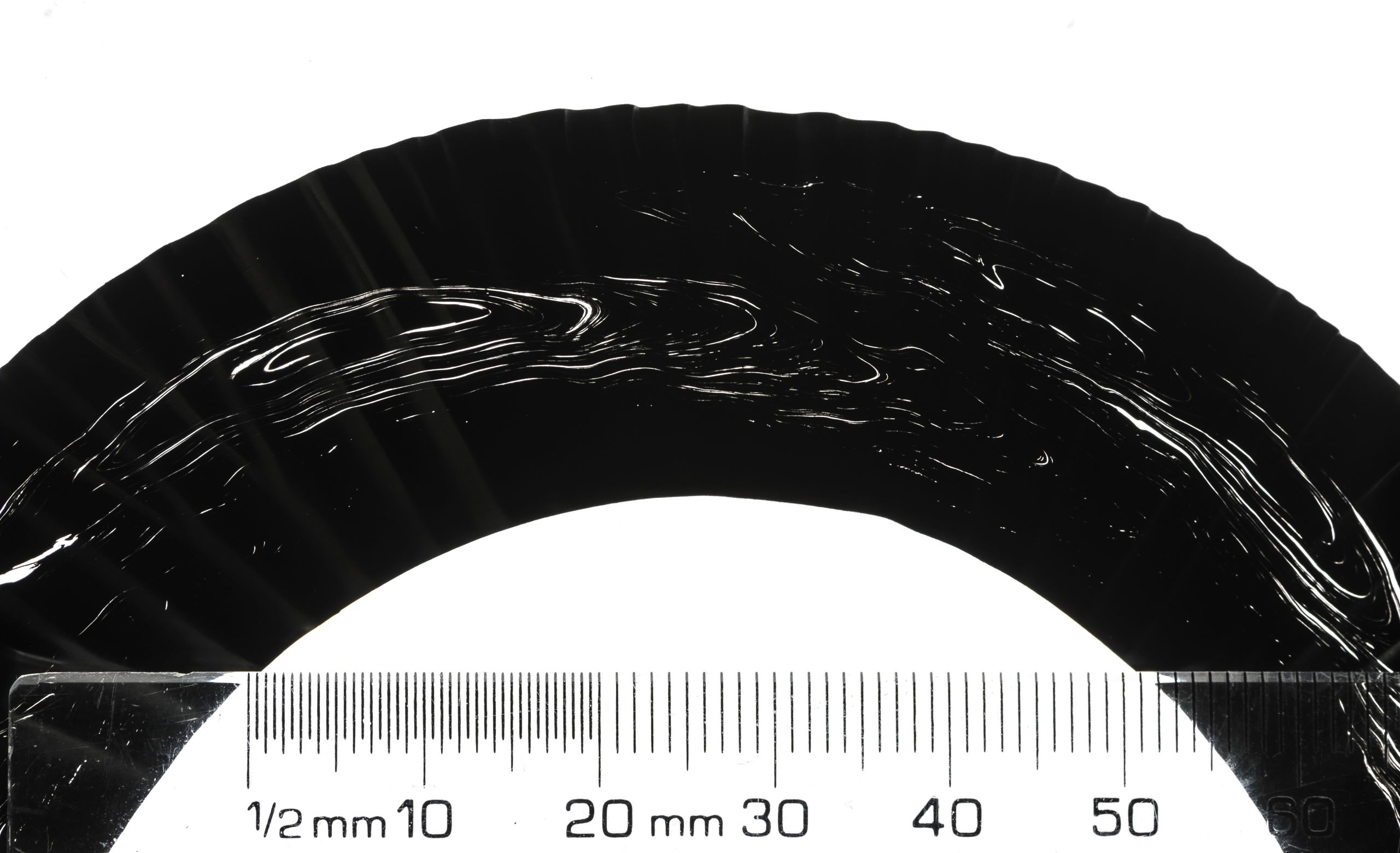 Windows in a ribbon (100µm thick) cut from an HDPE pipe b)
Windows in a ribbon (100µm thick) cut from an HDPE pipe b) Ductile failure of WTT specimen from BF joint containing no windowsc)
Ductile failure of WTT specimen from BF joint containing no windowsc)  Brittle failure of WTT specimen from BF joint containing 18% windows
Brittle failure of WTT specimen from BF joint containing 18% windows