Integrating Probabilistic Approach into British Defect Assessment Procedure: Application of probabilistic treatment of as-welded and PWHT residual stresses in BS 7910 context
TWI Industrial Member Report 1206-2024
By Dr Georgia Schneider and Dr Yin Jin Janin
Industrial Need
Most available flaw assessment procedures offer no guidance on the treatment of welding residual stress (WRS) in single-pass narrow gap joints such as electron beam welds (EBW). Typical applications not only include fabrication of thick-walled pressure vessels but also have extended to production of offshore wind monopiles. EBW offers greater welding production rates whilst the associated total heat input and distortion are significantly reduced.
This Work Package provides more structured guidance (similar to that in Annex Q of BS 7910) in the assessment of residual stress in EB welds and explores the possibility of treating the WRS probabilistically, extending the approach in NSIRC Project 32688 (‘Application of PFM in quantifying the role of welding residual stress in fracture assessment’).
A thorough statistical analysis on residual stress data determined from joints subject to post weld heat treatment (PWHT) was also performed to strengthen the BS 7910 rules.
Key Findings
- Residual stress data should be used to fit continuous profiles before being used in subsequent statistical analysis in order to preserve the original correlation structure and to ensure that equal weight is placed on each physical sample.
- Residual stress profiles typically appear to follow a normal distribution.
- Using suitable statistical analysis, it has been observed that BS 7910 upper bound fit is conservative with respect to a 95% one-sided confidence, see Figure 1.
- The BS 7910 Level 2 curve for low heat inputs is conservative with respect to 95% one-sided confidence, see Figure 2.
- When PWHT has been applied, using the BS 7910 rule of 20% of the lesser of the yield strengths of the weld or parent metal, BS 7910 is conservative with respect to 95% one-sided confidence.
- EB welds exhibit significantly different residual stress profiles from those of multi-pass arc-welded joints, with a peak tensile stress observed at ½ or 2/3 thickness and compressive stresses at the two extremes of the section thickness.
- The recommended WRS profiles proposed by Hurrell et al (2014) for ferritic welded plates is potentially non-conservative with respect to 95% one-sided confidence, especially when considering z/B ≤ 0.5.
Impact
This work package (WP) applied statistical treatment of welding residual stress data of arc-welded and EB joints. The as-welded WRS polynomial profile can be described using a normal distribution. Upper bound at 95% confidence interval has a profile that resembles the BS 7910 upper fit. Subject to further validation work, it may be beneficial in reducing the conservatism in ECA when considering weight function.
Upon completion of statistical analysis, it shows that the PWHT WRS rules given in BS 7910 are conservative. This is consistent with TWI’s experience and previous analyses.
Based on the limited data, this work demonstrated that the literature EB WRS profile (proposed by Hurrell et al (2014) for defect assessment) is potentially non-conservative especially when flaws are located at z/B ≤ 0.5 and should be used with care.
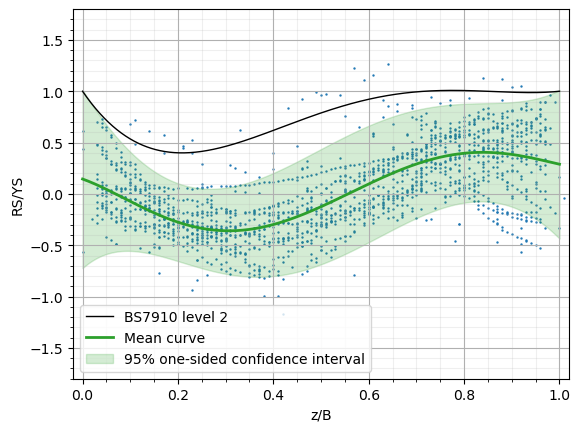
Figure 1: The mean curve for low heat input residual stress along with the 95% one-sided confidence interval and the BS 7910 level 2 upper bound fit
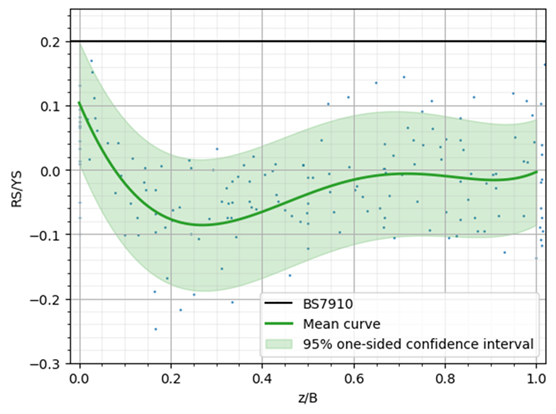
Figure 2: The mean curve for PWHT residual stress along with the 95% one-sided confidence interval plotted with the BS 7910 (BSI, 2019) 20% YS rule
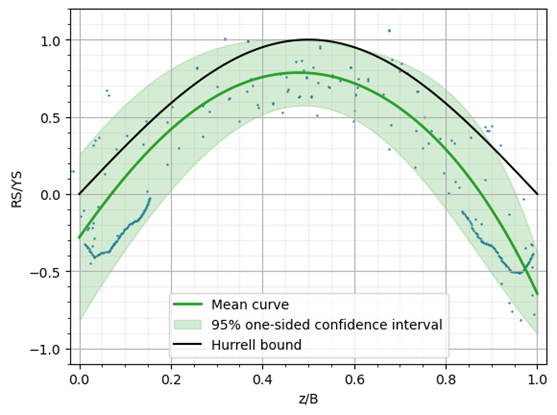
Figure 3: The mean curve for EB plate residual stress along with the 95% one-sided confidence interval plotted with the proposed upper bound profile by Hurrell et al (2014).