Automated Process Parameter Optimisation for Robotic Arc Welding and Additive Manufacturing
TWI Industrial Member Report 1180-2023 [pdf / 4,349KB]
By Karan Derekar MWeldI Alessio Basso
CEng, MWeldI andLei Xu
CEng, MIMechE, MWeldI, IWE/EWE
Industrial Need
Multi-axis industrial robots are widely implemented in arc welding production, providing the benefits of increased productivity and improved quality. Robotic arc welding has played an increasingly important role in many sectors. As per the report published by International Federation of Robotics (IFR) in 2022, there were 96,000 new installations of industrial robots only for welding applications in 2021 which was around 38% higher than the previous year. Many conventional sectors which are not main users of robotic welding due to the size and complexity of their products, such as energy, off-road vehicles and aerospace, have started introducing the technology into their production. Besides welding, additive manufacturing (AM) using arc processes, which utilises robotic technology, has become increasingly popular due to strong industrial interest. As a result, the robotic arc processes are facing increasingly more complicated applications and materials.
When developing the method of manufacture for a new welded product, the majority of development time often is spent on the determination and refinement of process parameters. The parameters not only dominate the weld formation, welding quality, mechanical properties and other key aspects of the joints, but also directly influence the productivity and cost. Arc processes often involve a number of controllable parameter variables which result in a large number of possible parameter combinations. Identification of suitable parameter sets can bring high cost and long lead-time.
With the current practice of robotic arc processing, identification of suitable parameters is often based on trial-and-error experiments incorporating the engineers’ and operators’ knowledge and experience, which does not differ from the development of a manual welding process. Frequently, the parameter trials by a robot can take longer than a manual welder, owing to the efforts spent on robot re-programming and re-setup of the robotic equipment for testing the different parameter values, which is normally a much easier task in the conventional manual approach. Additionally, the trial-and-error method often results in material wastage, which can be a significant cost in the case of high value materials. This could undermine the technical and economic advantages of using the robotic process.
Thus, in this CRP, process parameter optimisation was targeted using a state of the art numerical modelling approach and a real time weld monitoring system that was linked to an industrial welding robot. The overall tasks were attempted individually to better understand the process.
Key Findings
-
The concept of utilising numerical modelling to enable automatic parameter development and refinement for robotic arc welding process was found feasible. The finite element (FE) and computation fluid dynamics (CFD) based numerical modelling that was calibrated using the data collected from representative welding and monitoring trials showed effective prediction of the impact of welding parameters on the formation of the weld.
-
The numerical models developed by the project, which included bespoke heat transfer conditions, was found more representative to real-case scenario, compared with conventional modelling approach. The conventional local temperature-dependent thermal boundaries, which were applied to the bottom surface of the workpiece, to reproduce the change of phase from solid to liquid and vice versa when the temperature reached the solidus point locally, were initially applied but found un-effective. To reflect this, the model was modified by removing the bottom layer of gas underneath the workpiece and a CFD based melting model was included. The approach demonstrated effective prediction of weld bead profiles, despite the emerging challenges related to coherently match volume fraction, temperature and liquid fraction results.
-
The WiKi scanner and i-Cube camera used as monitoring systems were found to provide reliable outcomes for weld bead shape and size. The data could easily be compared with the outputs of the numerical model. This provided confidence of integration of numerical modelling with monitoring systems and weld parameter optimisation.
Impact
In existing industrial applications and commercially available automated arc welding equipment, only basic mathematical tools or experience based parametric envelopes are available to reduce the difficulty of parameter development and therefore often offer limited assistance. In addition, current analytical techniques and experience based data does not greatly help to predict the mechanical performance of the weld or deposit which is one of the critical aspects of the component design.
The project developed and demonstrated an approach of combining numerical modelling and weld profile monitoring for parameter development and refinement. This should provide a platform to support future industrial needs related to simplifying and automating parameter development for robotic arc welding for fast changing product designs in high value manufacturing.
The novel method investigated by the project utilises the benefits of welding automation and therefore has the potential to significantly reduce material wastage and effort during parameter development. The development will enable intelligent and adaptive control for robotic arc welding and AM, which will take current robotic fabrication a step forward. Therefore, it may be possible to develop and implement this type of system for improved productivity and in an industrial environment with suitable development.
The concept can be adapted by other robotic welding and material processing processes, e.g. laser beam welding, surfacing, laser wire AM and electron beam wire AM.
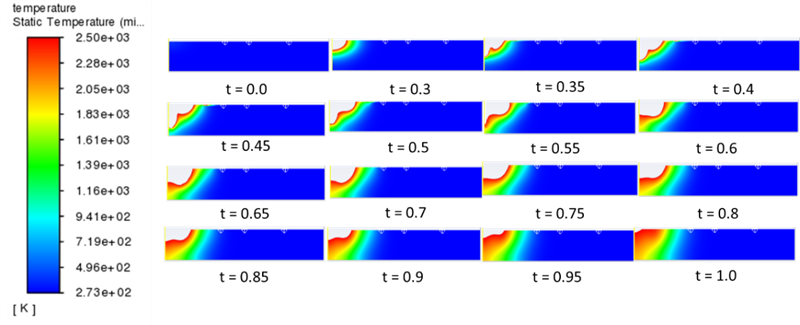
Contour plot of static temperature (K) at different times (s) during the welding process. Travel speed: 500mm/min. Region analysed was the workpiece. The three dots on the top surface of the workpiece indicate the locations for thermocouple measurements (7mm, 10mm and 15mm respectively).
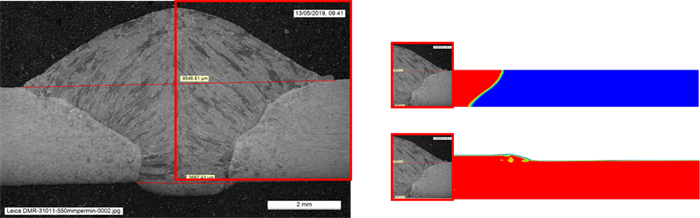
Comparison of experimental macrographs with liquid and volume fraction plots at t = 1.0s. Travel speed: 550mm/min.
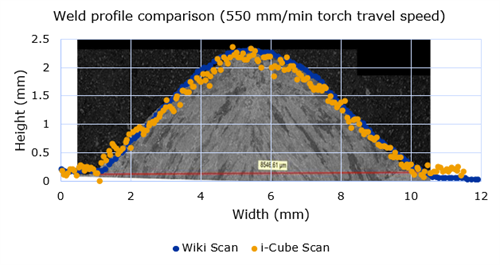
Comparison of weld dimensions obtained from Servo-Robot WiKi scan and i-Cube scanner with macro (550mm/min torch travel speed)