Friction Stir Spot Welding Process Capability
By Kathryn Beamish
Industrial Need
Friction Stir Spot Welding (FSSW) has emerged as an important variant of the friction stir welding (FSW) process and an area of significant research and development interest for TWI Industrial Members. FSSW in its basic form essentially involves using a FSW tool to make a spot weld (i.e. no traversing motion). The process has been successfully developed and transferred into industrial production, most notably in the automotive industry (where over 1 million vehicles containing friction stir spot welds have now been produced). A key benefit reported by industrial users is a saving of around 90% in the energy required to make spot welds in aluminium in comparison with resistance spot welding, as FSSW does not draw a high current to melt materials.
FSSW has recently become an area of significant interest for other industry sectors, including aerospace and rail, and a broadening of the range of interest has also been noted in the automotive industry. The welding process has been enhanced by two key variations, as follows:
- The Swept FSSW process, where a short traversing motion is used to increase the volume and performance of the spot weld.
- The Refill FSSW process, where a special tool system is used to produce a high quality friction stir spot weld with no exit-hole feature.
This report provides detailed data to benchmark these friction joining methods against two established techniques, self-piercing riveting (SPR) and resistance spot welding (RSW).
Key findings
- Based on joint tensile strength, Refill FSSW is a viable alternative to the automotive reference joining methods SPR and RSW. The strength of Basic or Swept FSSW joints are lower than SPR and RSW.
- A large difference in speed and cost exists between the various joining technologies. Refill FSSW has much higher equipment cost and total joint cost than the established SPR and RSW methods. This may be acceptable for prestige applications, which value strength and aesthetic appearance.
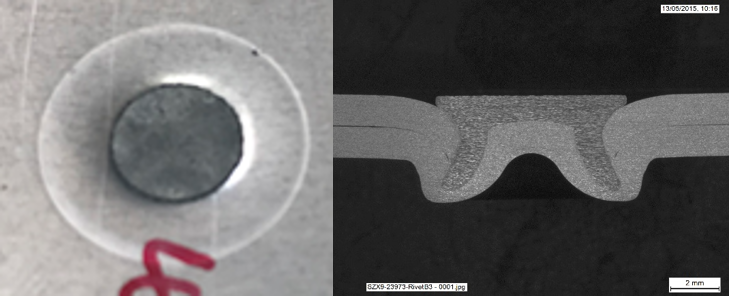
Refill friction stir spot weld appearance and cross-section

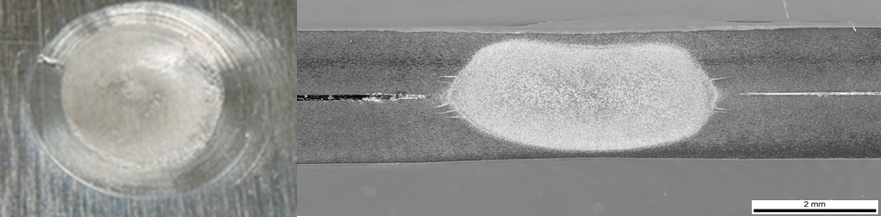
Resistance spot weld appearance and cross-section
Self-piercing rivet appearance and cross-section