By Lu Zhao and Channa Nageswaran
Industrial need
Austenitic stainless steel has a very broad range of industrial applications. However, ultrasonic inspection of austenitic welds is very challenging due to their complex microstructure. Welds are typically comprised of large columnar grain structures which distort and diffuse ultrasonic beams. That leads to inaccuracies in the detection, sizing and positioning of flaws. Standards for inspecting austenitic welds require further testing and verification.
Key Findings
This project selected tools that can be readily implemented in order to improve the inspection performance for austenitic welds, including weld characterisation, modelling of beam propagation and defect responses and experimental verification.
- The two-dimensional grain map of a weld can be obtained via either etching or forward calculation.
- Finite element modelling and semi-analytical calculations provided very similar results.
- Low frequency phased array probes with frequency less than 2.25MHz are generally recommended; however, 1.5MHz or lower is recommended for weld thickness approaching 100mm .
- Focused scan provides better resolution, with two-dimensional array probes providing better signal to noise ratio than one-dimensionaal probes.
- Transmit-receive-longitudinal (TRL) probes provides better signal to noise ratio.
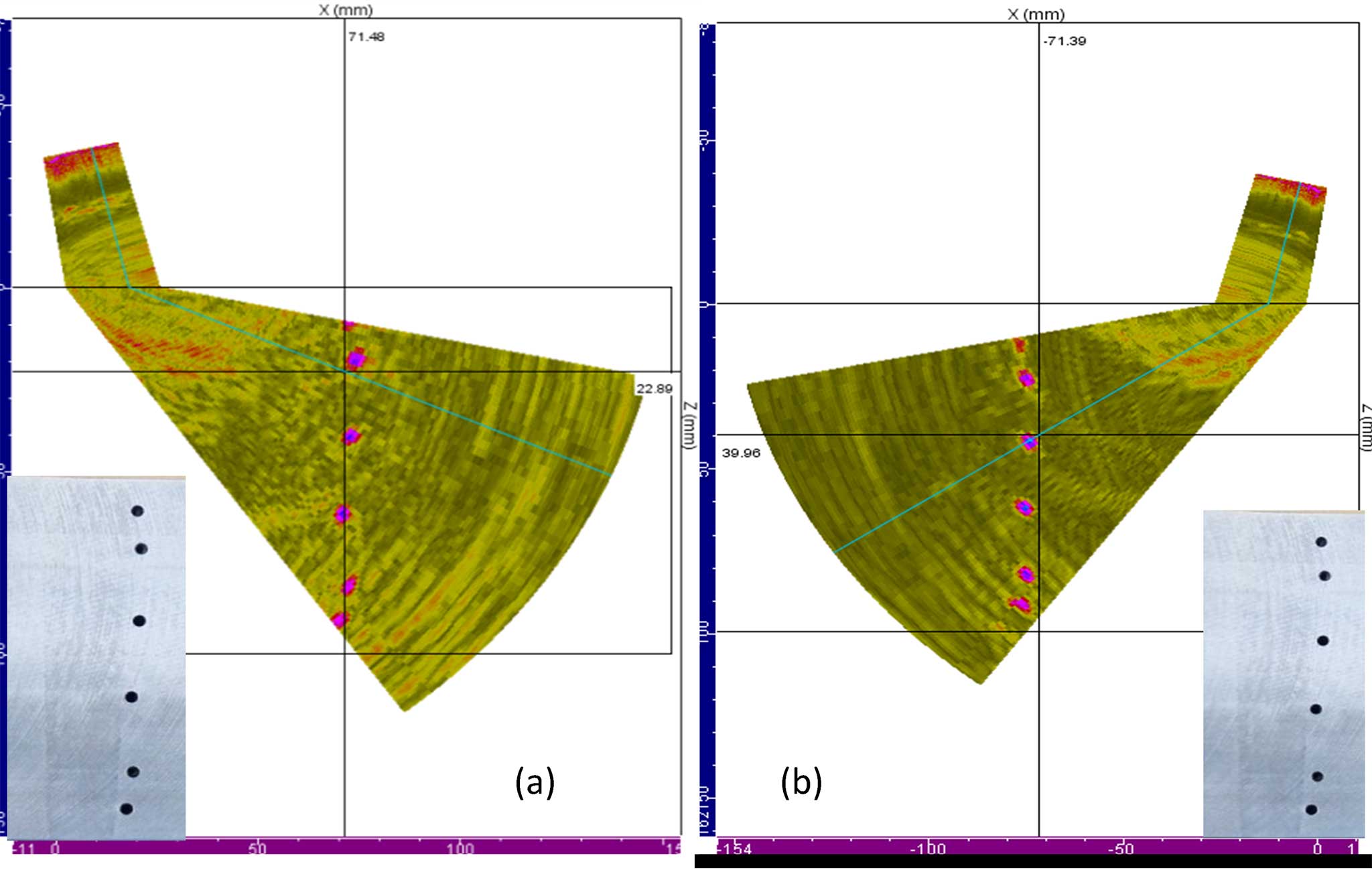
Sectorial scan images of side-drilled holes inspected through weld and through parent material
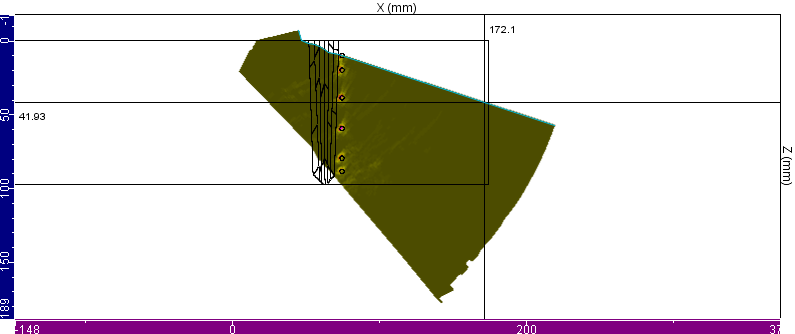
Modelled side-drilled hole responses through a thick austenitic weld