Further Development and Assessment of a New Single-Use Tool for Joining Ti-6Al-4V by FSW
TWI Industrial Member Report 1212-2025 [pdf / 753 KB]
By Jonathan Martin
Industrial Need
Friction Stir Welding (FSW) is now a well-established process for joining light alloys. The relatively low temperature (~500°C) required to soften and plasticise aluminium alloys allows the use of steel based FSW tools; a material which is readily available, low-cost and has a good welding life. However, tool materials and designs for welding higher temperature alloys such as titanium and steel present a significant challenge with the cost of the tool material and low tool life putting a very large burden on the commercial viability of FSW in all but very high value applications.
TWI Members Report 1140/2020 “Development and Assessment of a New Single-Use Tool for Joining Ti-6Ai-4V by FSW”, developed a low-cost, single-use, tooling system based on silicon nitride for welding titanium alloys. In the project, a tool design was identified which produced several metres of weld and had the potential to do so at a price considerably below that currently achievable with existing tool materials and designs.
The conclusions of the Members Report 1140/2020 were:
- A tooling system has been developed capable of making 3mm deep, 2m long bead on plate (BoP) welds, in Ti-6Al-4V, using single-use ceramic inserts costing less than 50 euros.
- The BoP welds have good static weld properties and visual appearance.
- Results have shown the feasibility and practicality of the approach but the loss of material into the weld needs further investigation.
This project builds upon the successful outcomes reported in TWI Members Report 1140/2020 with the aim of reducing tool wear, extending the range of titanium alloy thicknesses that can be joined with this tooling system and assessing if the ceramic material deposited from tool wear can be detected.
Key Findings
- The plunge phase of the welding cycle was not the major contributor to insert wear.
- From measurements the shaped pilot hole did not reduce insert wear however titanium adhering to the insert may have affected these results.
- The shaped pilot hole reduced the FSW machine vibration and improved the stability of the weld plunge phase.
- There was variability in the insert wear data using a 3D non-contact profilometer due to titanium adhering to the inserts and measurement set up.
- It was possible to make void free 6mm penetration welds in 8mm thickness Ti-6Al-4V plates using ceramic inserts.
- It was possible to make fully penetrating, void free, welds in 2mm thickness Ti-6Al-4V plates using ceramic inserts.
- Although it was not possible to demonstrate welding 1.6mm thickness plates, a tool was designed for future assessment.
- The SN240 grade ceramic inserts supplied by Kyocera perform better than the SL 303 grade ceramic inserts supplied by Ceramtec when welding Ti-6Al-4V.
- It was possible to detect very small particles of silicon dispersed in the titanium.
Impact
The research and developments made within this work broaden the capability of ceramic based FSW tooling. It is now possible to use this tooling system to join Ti-6Al-4V in the thickness range of 2-6mm at a price considerably below that currently achievable with existing tool materials and designs.
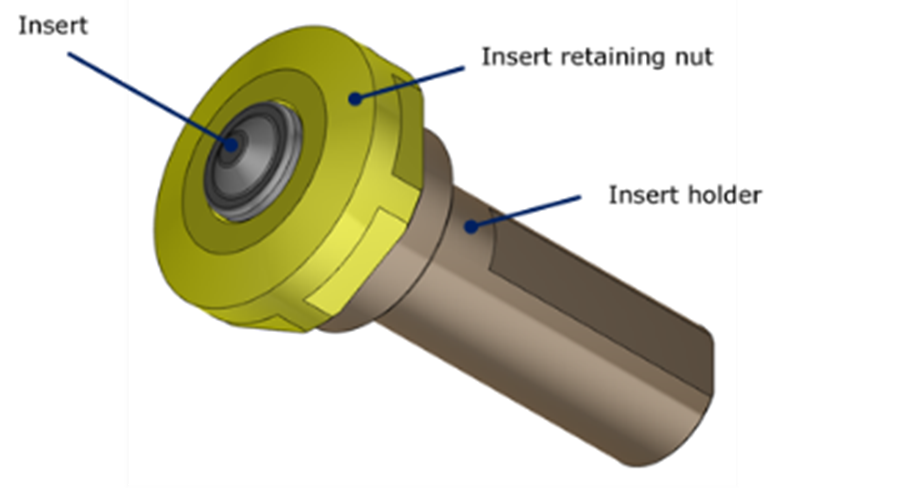
FSW tooling system