The Robustness of the Guided Wave Flaw Sizing Technique for Pipeline Inspection in the Field
By Ruth Sanderson
Industrial Need
Guided ultrasonic waves are currently used to successfully screen tens of metres of pipeline for corrosion from a single test location. This is an important activity to ensure safety is upheld whilst maintaining continued operation and, therefore, income. In recent years, improvements have been made to the guided wave inspection procedures for straight pipes to determine the size and shape of flaws. However, the new flaw sizing technique is presently designed for idealised pipe geometries and could therefore be ineffective in more complex scenarios, such as pipes with welded supports or even standard weld cap geometry.
A robust flaw sizing technique would be highly valuable in providing key information about flaws in otherwise inaccessible areas. However, it is particularly important to provide reliable information about the dimensions of any flaws detected, as identification of an anomaly without any quantification of its likely severity generally results in costly intervention, e.g. excavation, and local inspection to determine flaw size. It is also valuable to determine the physical theoretical capability of the flaw sizing technique; given no hardware or software limitations, how small a flaw can be detected and how accurately? This would provide important guidance for future guided wave tooling design.
Key findings
The physical limitations of the flaw sizing procedure have been examined and it is possible to accurately determine the size of a 1.4% cross-section area loss flaw with only 10 degree circumferential extent if at least 12 flexural wave modes are included in the formulation. This requires improvements to the hardware, such as increased numbers of transmit-receive channels and transducers around the circumference of the pipe.
Finite element models found that it was possible to measure the size of flaws lying beyond welds without any modifications to the technique. However, for flaws occurring at a weld or lying beyond a pipe support, a correction procedure was required that needs knowledge of the geometry of the weld or pipe support.
A correction procedure was successfully developed for a flaw lying at a weld so that it was possible to measure the sizes of flaws at welds with a comparable level of accuracy. However, this requires prior knowledge of the geometry of the weld.
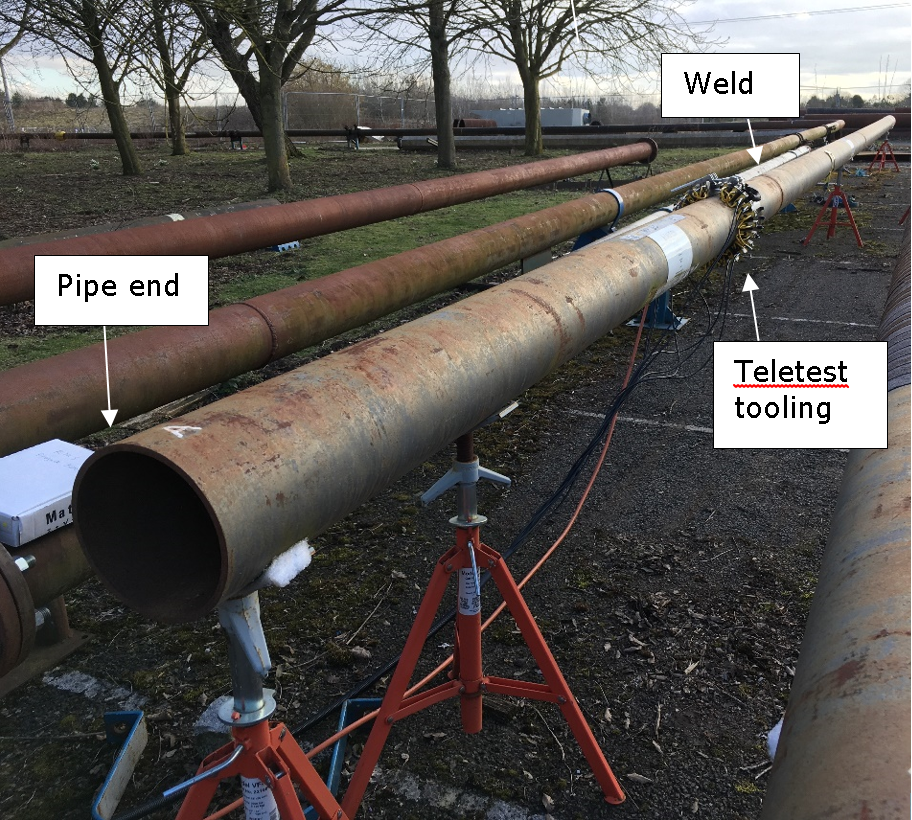
An experiment was carried out of a flaw at a weld and the agreement between the finite element models and the experiment was good.
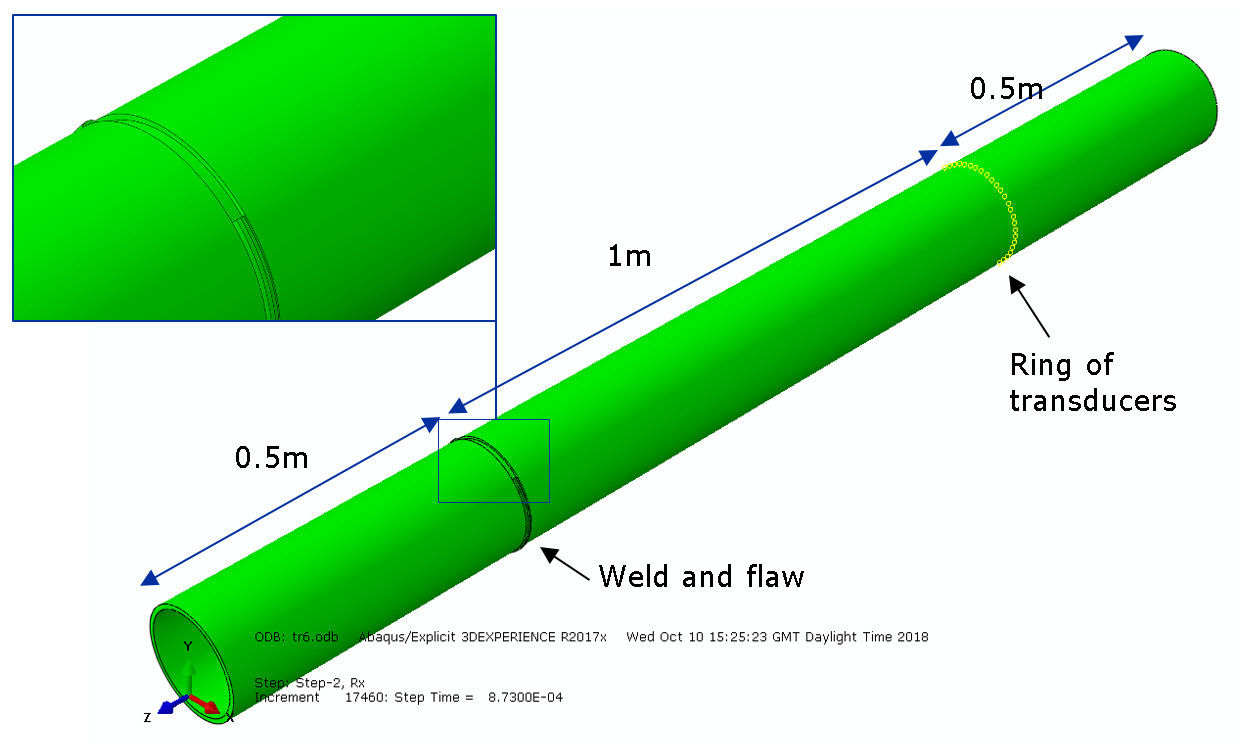
Finite element model used to simulate external corrosion at a weld in a 6 inch Schedule 40 steel pipe
8 inch pipe trial with flaws at welds