Comparison of Green Laser Cutting of RP507 CFRP with Other Cutting Processes
By Y Ren, T Pramanik and C M Allen
Industrial Need
Laser cutting offers the potential for non-contact cutting of composite materials, with improved edge quality compared with conventional processes such as milling or abrasive water jet cutting. Carbon dioxide (CO2) and ultraviolet (UV) lasers are conventionally used for the laser cutting or machining of carbon fibre reinforced polymer (CFRP) composites. Laser sources with other intermediate emission wavelengths can also, potentially, be used to cut these materials. Using these sources with a pulsed output mode is of interest in this respect, in an effort to minimise undesirable thermal damage to the composite during cutting.
In previous work, a 1µm wavelength near infrared (NIR) fibre laser source was used in cutting trials on 3mm thickness RP507 composite. A millisecond pulsed output, multi-pass approach was developed, resulting in an overall lower thermal input than when using the same laser beam in continuous wave (cw) power output mode. This approach also resulted in a cut with a narrow kerf, narrow heat-affected zone (HAZ) and less thermal damage than that which would result from using a continuous beam.
Nevertheless, the net cutting rate using this multi-pass cutting approach was significantly slower than conventional methods, such as milling and waterjet cutting.
This report summarises new work carried out using a second laser source, emitting green light (of wavelength 532±2nm), to compare the overall cutting rate, cut edge qualities and mechanical performance of those cut edges with the results achieved previously.
Key findings
- Green laser cutting can be used to cut carbon fibre composites as effectively as other laser processes.
- The least tapered kerfs were achieved using the green laser, with the smoothest cut edges being achieved using a single-pass procedure.
- Both green and NIR laser cutting have led to material degradation being observed on the upper and lower faces of the composite.
- In cross-section a charred layer, with matrix recession could be observed next to all of the different types of laser cut face.
- The open hole tensile test performance of laser cut specimens was similar to those of milled or water-jet cut specimens.
- The plain-pin bearing test performance was about 100MPa lower than those of milled or water-jet cut specimens.
- With those caveats taken in to consideration, single-pass green laser cutting achieves an overall cutting rate over twenty times faster than multi-pass NIR laser cutting, but is only half as quick as milling or water-jet cutting.
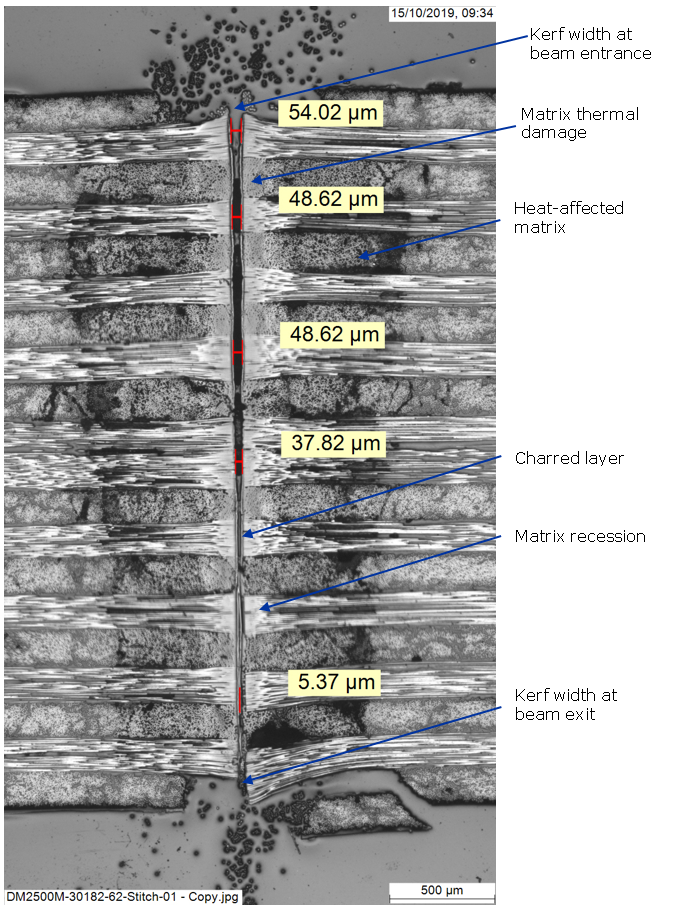
Cross-section of a pulsed multi-pass green laser cut through 3mm thickness RP507
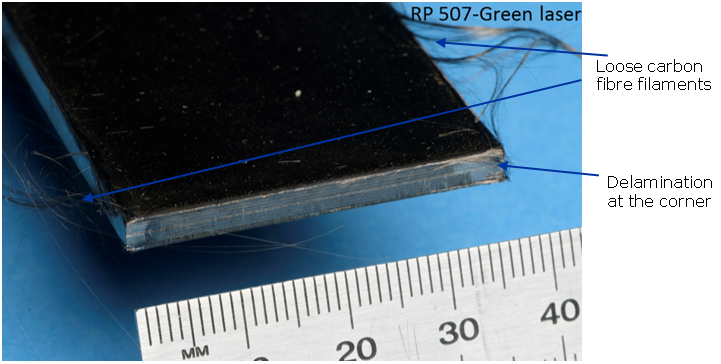
Carbon fibre composite pulsed single-pass green laser cut edge appearance