Submerged-arc welding (SAW) is a common arc welding process that involves the formation of an arc between a continuously fed electrode and the workpiece. A blanket of powdered flux generates a protective gas shield and a slag (and may also be used to add alloying elements to the weld pool) which protects the weld zone.
A shielding gas is not required. The arc is submerged beneath the flux blanket and is not normally visible during welding.
This is a well established and extremely versatile method of welding.
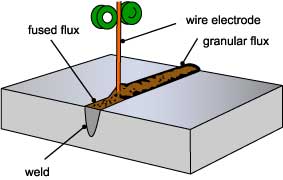
The electrode may be a solid or cored wire or a strip made from sheet or sintered material. The flux may be made by either fusing constituents to form a glassy slag (which is then crushed to form a powder) or by agglomerating the constituents using a binder and a corning process. The chemical nature and size distribution of the flux assists arc stability and determines the mechanical properties of the weld metal and the shape of the bead.
SAW is usually operated as a mechanised process. Welding current (typically between 300 and 1000 amperes), arc voltage and travel speed all affect bead shape, depth of penetration and chemical composition of the deposited weld metal. Since the operator cannot observe the weld pool, great reliance must be placed on parameter setting and positioning of the filler wire.
Although SAW is normally operated with a single wire using either AC or DC current, there are a number of variants including the use of two or more wires, adding chopped wire to the joint prior to welding, and the use of metal powder additions. Additional productivity may be gained by feeding a small diameter non-conducting wire into leading edge of the weld pool. This can increase deposition rates by up to 20%. These variants are used in specific situations to improve productivity through increasing deposition rates and/or travel speed. Replacing the wire with a 0.5mm thick strip, typically 60mm wide, enables the process to be used for surfacing components.
Submerged arc welding is ideally suited to the longitudinal and circumferential butt welds required for the manufacture of line pipe and pressure vessels. Welding is normally carried out in the flat (BS EN ISO 6947 PA) position because of the high fluidity of the weld pool and molten slag and the need to maintain a flux layer. Fillet joints may also be produced, welding in either the flat or horizontal-vertical (PB) positions.
Further information
If you have any questions or need help, email us to get expert advice: contactus@twi.co.uk.