One of the advantages of friction stir welding (FSW) is that no filler material is required to make a weld. However, this can also be a disadvantage as additional considerations are required to overcome issues with component ‘fit up’ and alignment in production. Adding material to the weld can aid production issues and also be used to add different materials into the weld to alter the properties and add features to components. This technique is called ‘AdStir’. Figure 1 shows two AdStir examples: a) forming a radii in the internal corner and b) depositing a local feature.

Figure 1. Section macrographs of AdStir specimens: a) forming radii at the corner and b) Depositing a local feature on a plate.
Recently, TWI have developed an enhanced AdStir technique using a new head design. Sound welds can be made with joint gaps up to 50% of the plate thickness and also eliminates the typical underfill imperfection related to FSW. An example is shown in Figure 2.

Figure 2. General appearance of the weld made on 4mm thick AA6082-T6 plates with a joint gap of 2mm, showing minimal underfill imperfection using AdStir technique.
If required the weld cap can be made slightly higher than the parent material as shown in Figure 3. This can reduce post weld processes such as filling and dressing the weld.
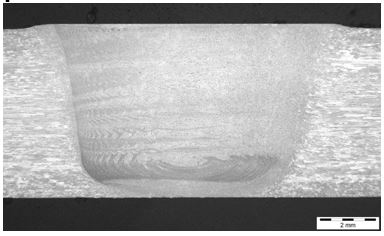
Figure 3. A section macrograph from an AdStir 6mm thick AA6082-T6 weld made in a butt configuration with a joint gap of 1mm, showing the weld surface slightly higher than the parent material due to adding filler wire, which eliminates the typical underfill imperfection related to FSW.
The AdStir technique has attracted attention from the manufacturers of railcars and can be applied to any instance when long extrusions require joining or where the fabrication section thickness needs to be maintain such as road tankers manufactured from 5000 aluminium alloys. AdStir could also be a potential repair technique for a wide range of industrial scenarios.
For further information, please contact us by sending an email to contactus@twi.co.uk.