The heat affected zone (HAZ) is a non-melted area of metal that has undergone changes in material properties as a result of being exposed to high temperatures. These changes in material property are usually as a result of welding or high-heat cutting. The HAZ is the area between the weld or cut and the base (unaffected), parent metal.
 The HAZ area can vary in severity and size depending on the properties of the materials, the concentration and intensity of the heat, and the welding or cutting process used.
The HAZ area can vary in severity and size depending on the properties of the materials, the concentration and intensity of the heat, and the welding or cutting process used.
If you have any questions or need help, email us to get expert advice:
contactus@twi.co.uk
What are the Causes of Heat-Affected Zones?
The heating associated with welding and/or cutting generally uses temperatures up to and often exceeding the temperature of melting of the material in question, depending on the welding process used. However, the heating and cooling thermal cycle associated with these processes is different to whatever processing has occurred with the parent material previously. This leads to a change in microstructure associated with the heating and cooling process.
The size of a heat affected zone is influenced by the level of thermal diffusivity, which is dependent on the thermal conductivity, density and specific heat of a substance as well as the amount of heat going in to the material. Those materials with a high level of thermal diffusivity are able to transfer variations of heat faster, meaning they cool quicker and, as a result, the HAZ width is reduced. On the other hand, those materials with a lower coefficient retain the heat, meaning that that the HAZ is wider. Generally speaking, the extension of the HAZ is dependent on the amount of heat applied, the duration of exposure to heat and the properties of the material itself. When a material is exposed to greater amounts of energy for longer periods the HAZ is larger.
With regard to welding procedures, those processes with low heat input will cool faster, leading to a smaller HAZ, whereas high heat input will have a slower rate of cooling, leading to a larger HAZ in the same material. In addition, the size of the HAZ also grows as the speed of the welding process decreases. Weld geometry is another factor that plays a role in the HAZ size, as it affects the heat sink, and a larger heat sink generally leads to faster cooling.
High temperature cutting operations can also cause a HAZ and, similarly to welding procedures, those processes that operate at higher temperatures and slow speeds tend to create a larger HAZ, while lower temperature or higher speed cutting processes tend to reduce the HAZ size. The width of the HAZ from the cut edge is determined by the cutting process, cutting speed, and the material properties and thickness.
Different cutting processes have differing effects on the HAZ, regardless of the material being cut. For example, shearing and waterjet cutting do not create a HAZ, as they do not heat the material, whilst laser cutting creates a small HAZ due to the heat only being applied to a small area. Meanwhile, plasma cutting leads to an intermediate HAZ, with the higher currents allowing for an increased cutting speed and thereby a narrower HAZ, while oxyacetylene cutting creates the widest HAZ due to the high heat, slow speed and flame width. Arc welding falls between the two extremes, with individual processes varying in heat input.
HAZ Areas
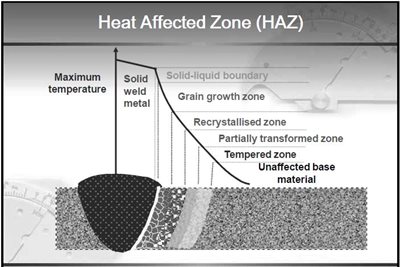
While the HAZ occurs between the weld or cutting zone and the unaffected parent metal, the HAZ itself has different areas according to how close they are to where the cutting or welding heat was applied to the material.
The cutting or weld zone is the liquid region where the process itself takes place and is adjoined by the fusion boundary. The fusion boundary is the border of the fusion zone where the liquid and solid phases of the metal coexist. Further from the weld or cutting zone is the HAZ itself, which is where the non-melted parent metal has experienced changes to the microstructure. In conventional steels, the HAZ can be broken down into the grain coarsened zone (closest to the heated area), the grain refined zone, the partially transformed (intercritically heated) zone and the tempered zone. In other materials, which do not undergo a solid-state phase transformation during cooling, it is common to see a grain growth zone and a recrystallized zone, with some evidence of a tempered zone. Outside of these HAZ areas is the unaffected base material.
The various HAZ areas are formed by differing temperatures in the base metal further from the weld or cut itself. This should not be mistaken for the series of visible coloured bands, caused by surface oxidation, near a weld in stainless steel. The ‘temper colours’ represent much lower temperatures than those which form the heat affected zone, and extend for some distance beyond the actual heat affected zone. These different colours, also known as heat tint, offer an approximate indication of the temperature reached by the metal. In the case of stainless steel type 1.4301 (AISI 304) heated in open air, the band colours and associated temperatures are as follows:
Light yellow 290 °C / 550 °F
Straw yellow 340 °C / 640 °F
Yellow 370 °C / 700 °F
Brown 390 °C / 735 °F
Purple brown 420 °C / 790 °F
Dark purple 450 °C / 840 °F
Blue 540 °C / 1000 °F
Dark blue 600 °C / 1110 °F
The heat tint colours depend on the material’s resistance to oxidation, with those metals with a higher steel chromium content showing less intense colouration as they are more resistant to oxidation. The use of protective gas and electrode coatings can also reduce heat tint as they partially shield the metal from oxidation. Conversely, rougher surfaces oxidise faster, causing darker colours. In addition, paint, oil, rust and even fingerprints can alter the heat tint, although they do not impact the extent of the HAZ itself.