Extreme High Speed Laser Application (EHLA) is a novel technology born from laser cladding (also known as Laser Metal Deposition (LMD) or Directed Energy Deposition – Laser Beam (DED-LB)). Fraunhofer ILT developed EHLA as an improvement on laser cladding, a replacement for chrome plating and an alternative to spraying technologies. EHLA coatings can be applied to small and large components at speeds 10-100x times faster than laser cladding.

Many common surface coating technologies are limited for different reasons: laser cladding is comparatively slow against other processes, and inputs relatively high heat into underlying material; thermal spraying technologies are generally energy and material consumptive, lacking metallurgical bond strength; and plating processes are environmentally hazardous, leading to the introduction of regulations limiting their application, and suffers from adhesion defects and failures.
EHLA sought to improve on each of these concerns, and in the process has introduced wider industry applications of the technology along the way.
In conventional laser cladding, an optics focused laser beam generates a melt pool via laser radiation on the surface of the component, powder or wire is fed into the melt pool via a nozzle and melts via a combination of melt pool temperature and laser radiation to add form and function. As the nozzle traverses the substrate, the heat source moves away and the deposited material solidifies and consolidates onto with the substrate with a zone of dilution material (300µm-1000µm deep) between the substrate and deposit.
In the EHLA process, the powder is fed into the line of the focused laser beam above the substrate. This ensures that the deposited material is already molten before making contact with the substrate, on the substrate a very shallow melt pool is still formed, allowing the deposited material to cool and solidify in contact with the underlying material, reducing the amount of heat reaching the component below and the depth of the dilution and heat effects. This small dilution forms the capability for producing much thinner coatings (20-300µm) that achieve desired chemistry within 5-10µm. This also forms the core of the high traverse speeds achievable with EHLA.
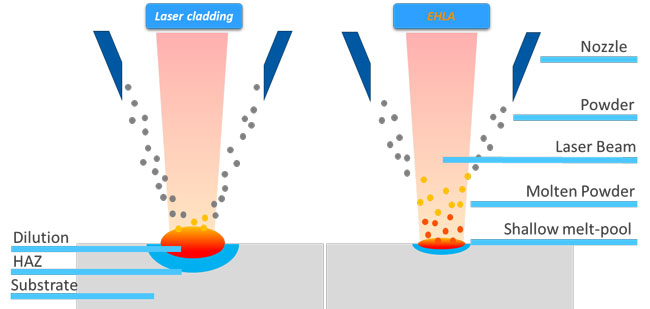
Comparison schematic of laser cladding and EHLA processes.
EHLA is aimed primarily at coating components: this makes it a promising technology for any field with components that undergo high wear or are at risk of corrosion, or a combination of both. Examples of these types of applications could include:
- Brake discs
- Hydraulic cylinders
- Bearing Journals
- Valves and stems
For Coating Quality
By introducing the powder particles into the path of the laser, less energy is introduced directly into the underlying component or substrate. Through this, thermal effects of the laser on the component microstructure are greatly reduced and risk of distortion minimal.
In terms of coating integrity, EHLA coatings boast over 99.8% material density with extremely low rates of defect and porosity formation. As with laser cladding, material integrity is greatly dependant on powder quality and process parameter selection. A strong metallurgical bond is formed between the coating and the substrate, ensuring impact resistant qualities.
Thanks to the reduced dilution, EHLA coatings can be applied as thin as 20µm, up to 300µm per layer, with each subsequent layer metallurgically joint to the underlying layer, the total thickness achievable is unlimited. The low dilution also permits EHLA to join dissimilar materials, materials that are traditionally challenging to join or coat with conventional techniques.
For the Environment
EHLA is a promising candidate for the replacement of chrome plating, providing significant corrosion protection without the environmental and health risks posed by hexavalent chromium.
EHLA also boasts up to 95% material capture rate, reducing waste and improving the efficiency of the coating applied.
For the Future
As TWI has led laser cladding (DED-LB) from coatings to additive manufacturing in its own right over the past 15 years, so we plan to lead developments for EHLA to follow a similar but accelerated path. The similarity in the technologies lends EHLA to fast tracked development of ultra-high speed additive manufacturing. The freedom of blown powder AM technologies will remain, with EHLA likely to be capable of both freeform additive, feature addition on existing components, and freeform repair of components.