Laser cladding, also known as laser metal deposition, is a technique for adding one material to the surface of another. Laser cladding involves the feeding of a stream of metallic powder or wire into a melt pool that is generated by a laser beam as it scans across the target surface, depositing a coating of the chosen material.
Laser cladding technology allows materials to be deposited accurately, selectively and with minimal heat input into the underlying substrate.
The laser cladding process allows for property improvements for the surface of a part, including better wear resistance, as well as allowing for the repair of damaged or worn surfaces. Creating this mechanical bond between the base material and the layer is one of the most precise welding processes available.
Laser cladding can be performed using either a wire (including hot or cold wire) or powder feedstock. The laser develops a molten pool on the surface of the workpiece into which the wire or powder is simultaneously added. Despite the high power of the laser as a heat source, the exposure time is short which means that solidification and cooling times are fast.
The result is a metallurgically bonded layer which is tougher than can be achieved with thermal spray and less dangerous to health than the process of hard chromium plating.
Being able to mix two or more powders and control the feed rate for both separately means that this is a flexible process that can be used to fabricate heterogeneous components or functionally graded materials. In addition, laser cladding allows the material gradient to be designed at the microstructural level due to the localised fusion and mixing in the melt pool, which means that clad materials can be tailored for functional performance in specific applications.
There are many variations of laser cladding and laser cladding technology.
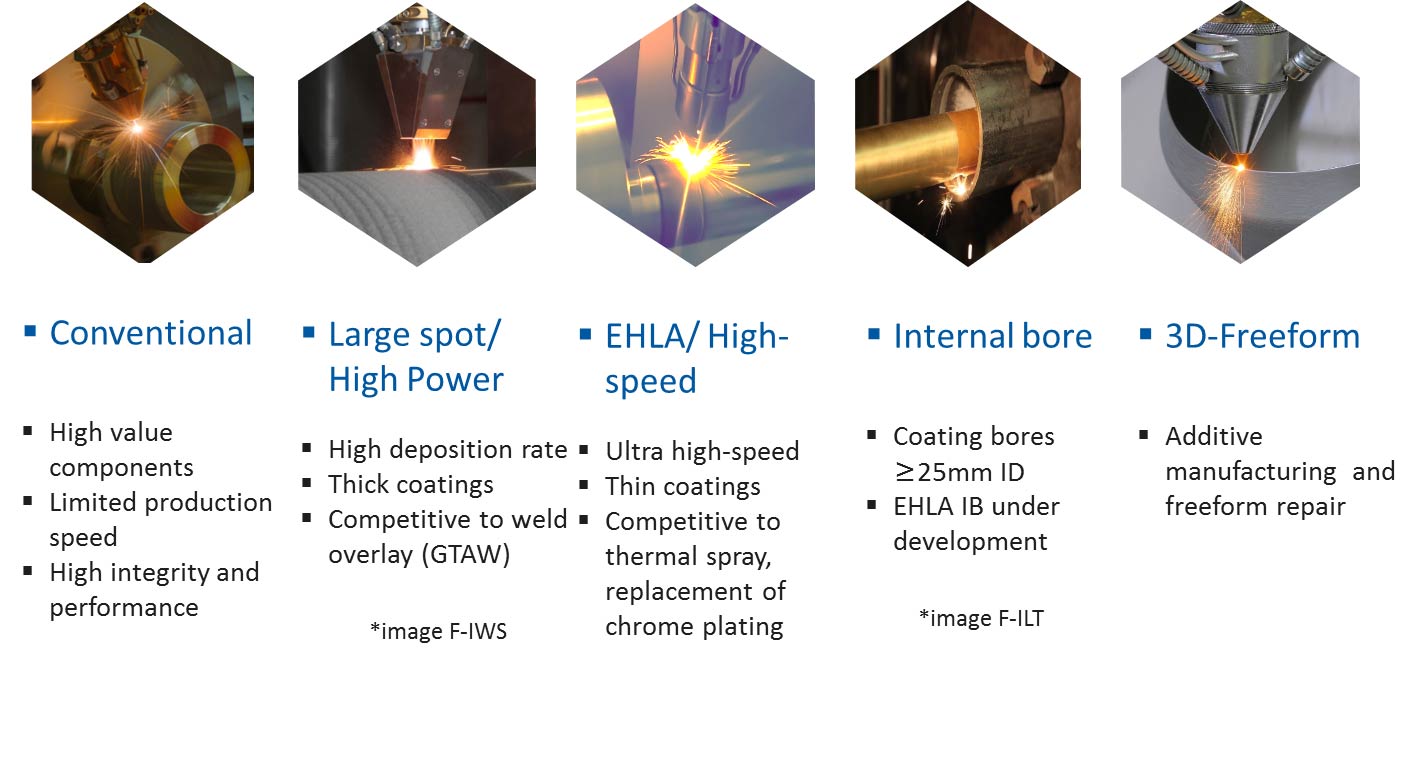
The descriptions in this article will primarily focus on conventional (and mainstream) laser cladding. However, there are newer and more advanced variants of the technology, including Extreme High-speed Laser Application (EHLA).
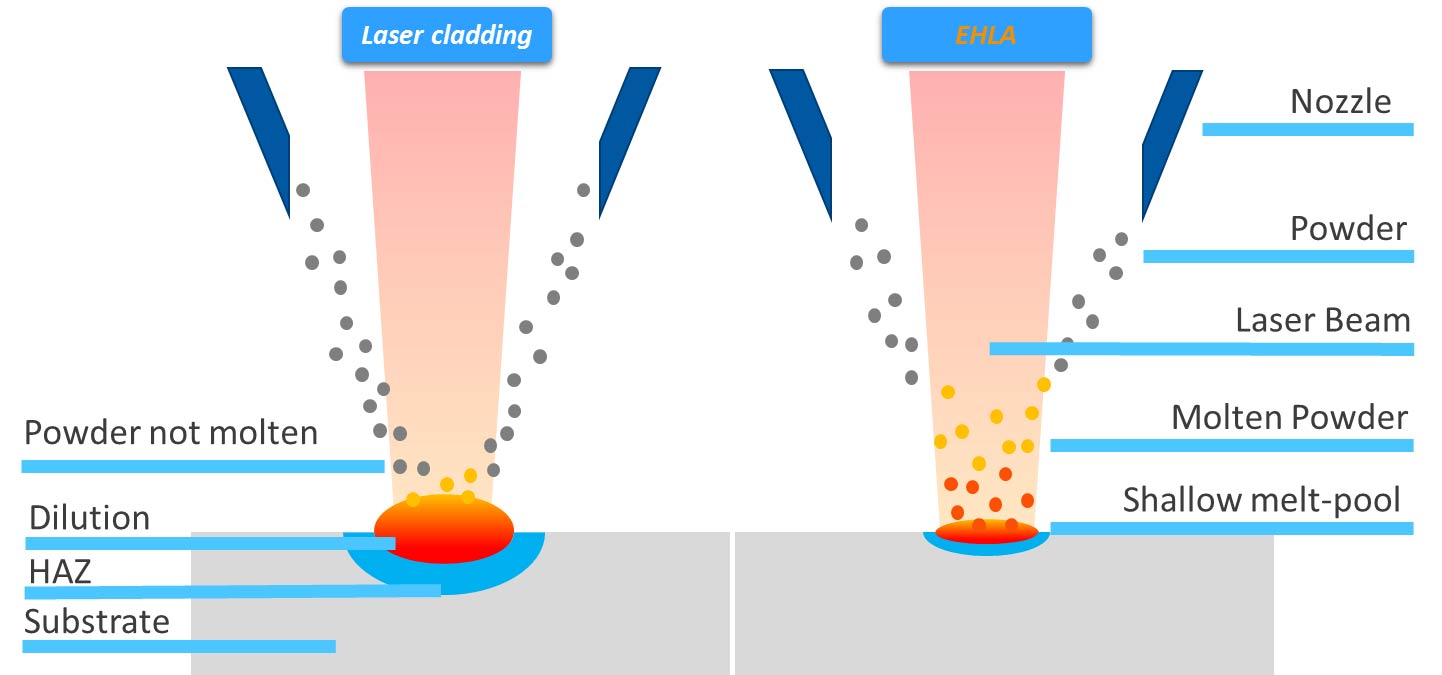
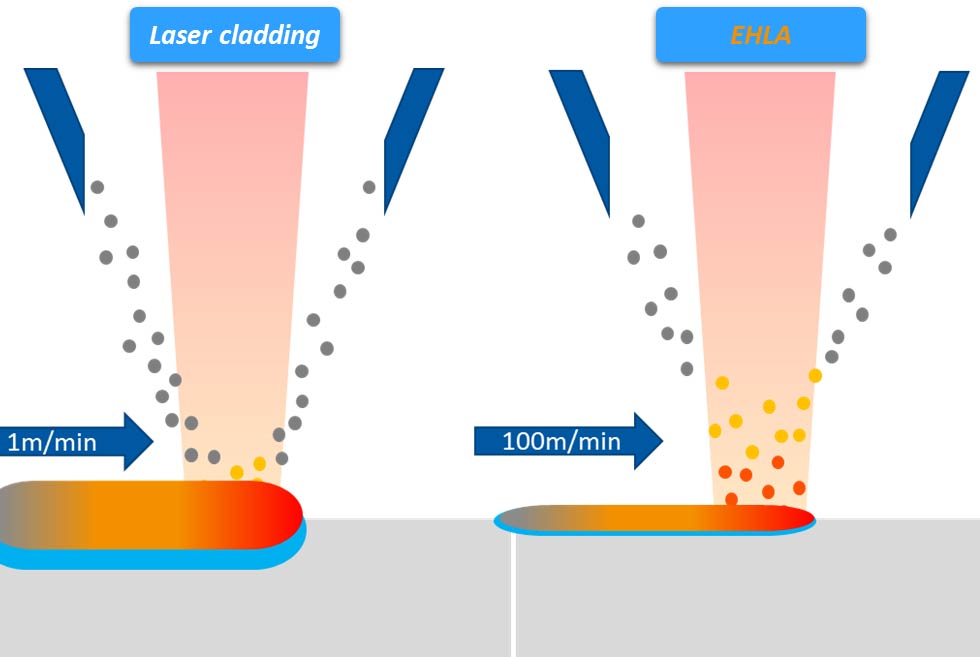
In the EHLA process, the powder is fed into the line of the focused laser beam above the substrate. This ensures that the deposited material is already molten before making contact with the substrate, on the substrate a very shallow melt pool is still formed, allowing the deposited material to cool and solidify in contact with the underlying material, reducing the amount of heat reaching the component below and the depth of the dilution and heat effects. This small dilution forms the capability for producing much thinner coatings (20-300µm) that achieve desired chemistry within 5-10µm. This also forms the core of the high traverse speeds achievable with EHLA, which can exceed over 100m/min.
Laser cladding offers several advantages when compared with conventional coating processes. The advantages of laser cladding, include the deliver of a higher quality coating material (Inc. high bond strength & integrity) with very little distortion and dilution, as well as enhanced surface quality. These advantages include:
- Ability to place tailored performance enhancing material exactly where required
- Can be used with a wide choice of materials, both as the substrate and the layer including bespoke alloy or metal matrix composite (MMC) design
- Little or no porosity within the deposits (>99.9% density)
- Relatively low heat input results in a narrow heat affected zone (EHLA as low as 10µm)
- Minimal distortion in the substrate reduces the need for corrective machining
- Easy automation and integration into CNC and CAD/CAM production environments
- Reduced production times
- Improved thermal control with laser power modulation
- Ability to produce functionally graded parts
- Precise deposition rates, dependant on equipment and application characteristics
- Good mechanical properties
- Suitable for repair of worn parts
While there are lots of advantages to laser cladding, there are also a few drawbacks to the technology, these include:
- Expensive set-up costs for capital equipment
- Large equipment means that it is generally not portable, though portable on-site solutions do exist.
- High build rates can lead to cracking (though with some materials this can be eliminated with additional thermal control measures such as preheat and post deposit-cooling control).
Laser cladding can be performed with a variety of metals including:
- Aluminium alloys (Al-(Mg)-Si)
- Cobalt alloys (Co, C, Cr, W)
- Copper alloys
- Nickel self-fluxing alloys (Ni-Cr-B-Si)
- Stainless steels (Fe, Cr, Ni)
- Super alloys (Ni, Co, Mo, Cr, Si)
- Titanium alloys4
- Tool steels (Fe, C, Cr, V)
- MMC including carbides (WC, TiC, CBN)
- Nano additive alloys (oxide dispersion strengthened alloys)
This wide range of materials means that laser cladding can be used for a large selection of industrial applications, including rapid manufacture, repair of parts, and surface enhancement. Materials such as tungsten carbide in a MMC, for example, offers durability making it ideal for coating applications that require superior wear resistance.
As mentioned above, laser cladding is suitable for a variety of applications across industry. These applications cover areas ranging from agriculture and aerospace to drilling, mining and power.
Some example applications include:
Cutting Tools
Laser clad materials can be used as layers to protect saw blades, counter blades, disc harrows and other cutting tools from wear and corrosion, while providing superior cutting characteristics. The lack of distortion with this process means that these tools are kept straight while different coating thicknesses can be achieved to suit requirements. These coated tools can find applications across industry, including construction and agriculture.
Drilling Tools
High performance drilling tools are used in a range of industries including oil and gas, mining, and geothermal. These tools need wear protection to withstand the stresses they are subjected to and reach their required lifetimes. Laser cladding is becoming increasingly common as a technique for applying coatings due to the materials performance this process provides.
Heat Exchangers
Heat exchangers can suffer corrosion from the corrosive liquids and gases that they come into contact with. Laser cladding with coatings such as nickel alloys with good corrosion resistance and toughness can help avoid cracking in heat exchangers, while also offering improved wear protection even at high temperatures.
Hydraulic Cylinders
Hydraulic cylinders, such as those used in the mining industry, require coating in order to mitigate against the corrosion caused by the local atmosphere. Chrome plating was the primary method used in the past, but this is increasingly being superseded by laser cladding, due to the superior durability it offers. Some estimates say that laser cladding can improve durability of these products by 100%.
Replacement for Hard Chromium Plating
Hard chromium plating has been facing prohibitive measures from the EU, leading the industry to try and seek alternative solutions. Laser cladding had been discounted as a solution in the past because it wasn’t deemed fast enough or able to deliver thin enough coatings. However, developments in the technology (specifically, extreme high-speed laser application) now allow for higher speed deposition with thinner layers in a more power efficient manner, meaning that laser cladding can provide an effective alternative to hard chromium plating for particular applications.