Thu, 23 March, 2023
Advanced coatings and surface engineering technologies for a sustainable net zero future.
Features
TWI has installed a new, state-of-the-art thermal spray coating process, high velocity air fuel (HVAF) spraying, as part of its range of coating equipment for the deposition of cermet and metallic alloy coatings.
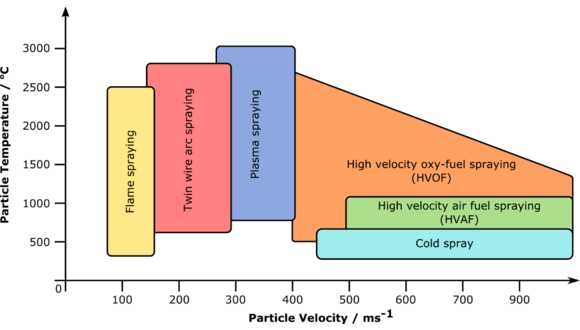
Thermal spraying includes flame, arc, plasma, high velocity oxy-fuel (HVOF) processes and involves spraying finely divided, molten, or semi-molten droplets to produce a coating. Materials are applied in layers to build up coatings, typically 0.05-10mm thick. Almost any material can be deposited, as long as it melts or becomes plastic during the spraying operation. At the substrate, the particles form ‘splats’ or ‘platelets’ that interlock and build up to form the coating.
HVAF spraying adds new capability to the wide portfolio of high integrity coating capabilities at TWI, which includes a variety of thermal spray techniques, high pressure and low pressure cold spraying and extreme high speed laser application (EHLA) technologies. TWI can help Industrial Members select and evaluate the most appropriate technique for the production of high quality coatings, across a wide range of industrial applications.
Advantages
Similarly to HVOF, a key advantage of HVAF spraying is the ability to produce high quality coatings from carbide cermet materials and metallic powders to protect parts against abrasion, erosion and corrosion. HVAF is often described as a warm spray technology; cooler than HVOF and hotter than cold spray (where particles are deposited in the solid state and rely solely on kinetic energy).
Key advantages of the HVAF process include:
- Uses compressed air instead of multipack cylinders of oxygen, reducing costs, and increasing accessibility to the technology, where sourcing multipack cylinders of oxygen can be challenging
- High spray rates, resulting in reduced OpEx for OEM
- Post coat grinding and finishing operations are reduced due to the lower surface roughness of the as-sprayed coatings
- Reduced surface preparation prior to coating, and/or via the use of the spray gun for surface preparation
- Air cooling eliminates the need for water cooling / chiller system, reducing CapEx investment requirements
- Lower temperature process resulting in;
- reduced oxidation of spray particles in flight, producing coatings similar to cold spray deposits
- reduced part heating during coating operations
- Harder and denser coatings, with improved performance in wear, cavitation and corrosion applications
- Potential life extensions of components in service due to improvements in coating quality and performance
The system at TWI incorporates the C7 and AK5-OD guns. The AK5 compact system can be used for the application of coatings on to thin walls, inside diameters >8”, and complex geometries. The C7 system is a high throughput HVAF/HVOF system designed for spraying metals and carbide coatings on to large parts.
 Kermetico HVAF / HVOF C7 Gun for the application of cermets and metallic coatings
Kermetico HVAF / HVOF C7 Gun for the application of cermets and metallic coatings
 Kermetico AK05OD HVAF Gun suitable for application of cermets and metallic coatings on to complex geometries, thin walled components, and internal diameters >8”
Kermetico AK05OD HVAF Gun suitable for application of cermets and metallic coatings on to complex geometries, thin walled components, and internal diameters >8”
Benefits
A wide range of coatings can be applied via the above HVAF process variants, including:
- Tungsten carbide and chromium carbide coatings and also Co-free cermets
- Pure metals
- Nickel alloys eg C-276, 625, 718 alloys
- MCrAlYs, where M is Cr, Co or sometimes Fe
- Stainless steels
Other coatings, such as copper, aluminium and titanium, can also be applied using alternative HVAF guns / configurations.
These coatings have a wide range of applications in industry as wear, erosion and corrosion resistant barriers, where the potential benefits of improvements in coating quality and performance in industrial service and reduced CapEx and OpEx have significant benefits for lifetime costs of parts and critical infrastructure.

Applications
Like HVOF, HVAF has a wide range of potential industrial applications, some of which are already in use industrially, or under investigation including:
- Hard chrome plating replacements on rolls, valves, shafts, spindles other applications
- Cermet coatings for wear resistant coatings
- Aircraft landing gear
- Propeller hubs
- Gas turbine journals
- Hydraulic rams
- Underwater marine hydraulic rams
- Offshore valve and pump applications
- Coatings for impellers, hydroturbine blades and vanes for cavitation resistance
- Corrosion resistant barrier coatings in harsh environments
- MCrAlY coatings for high temperature aeroengines and industrial gas turbines
HVOF spraying has been used as a hard chrome plating alternative for many years, particularly within the aerospace sector, WC-Co coatings have also demonstrated improved corrosion performance than hard chrome plating in marine environments, and WC-CoCr coatings offer improved abrasion resistance compared to hard chrome plating.
High velocity air fuelled (HVAF) spraying is currently being evaluated as a more cost-effective hard chrome plating alternative, as REACH legislation becomes increasingly restrictive for plating technologies.
The HVAF process offers improved deposition quality adjacent to holes and keyways, thus requiring less masking than plating technologies. Hard chrome plated, high-strength steels also require heat treatment to prevent hydrogen embrittlement, which is not required for HVOF/HVAF technologies.
Improvements in coating quality via HVAF spraying, have the potential to extend the lifetime of critical components in service. Whole life cycle costs of HVOF carbides have been estimated to be 50% of hard chrome plating. For HVAF, these costs may well be reduced further, enabling protection and extended lifetimes for critical engineering infrastructure and components.
In aero engines and industrial gas turbines, metallic and cermet coatings provide a number of functions including:
- Sliding wear resistance
- Fretting resistance
- Wear resistance
- Corrosion resistance
- High temperature oxidation
- Sulphidation resistance
- Particle erosion resistance
- Antifouling
Applications include coatings for fans and compressors, combustors, turbines and afterburners, as well as bearing housings and seals. As industry moves towards a hydrogen economy and net zero, there is a requirement to improve the quality and performance of these coatings, and also reduce the cost of their application in terms of overall consumable items, critical and strategic materials supply chain risks, and grinding and/or finishing operations prior to service.
High quality coatings also have the potential to protect a range of components in hydrogen-fuelled aero engines. For example, any coatings used to protect gas turbines and combustors will be subjected to high water vapour content and hot hydrogen attack compared to traditional kerosene fuelled gas turbine components. Components in cryogenic pumps and fuel delivery systems will also benefit from improved coating technologies. The use of thinner, higher performance coatings also has benefits on weight saving for improved efficiency. All of these drivers make HVAF spraying an attractive technology as industry looks for new coatings for hydrogen powered aerospace.

HVAF at TWI
In order to evaluate the HVAF technology for industrial service, TWI is able to carry out process development, coating characterisation and performance assessment, as well as assess coating deposition characteristics. To validate coatings for industrial service, TWI offers a range of testing including microstructural assessment and analysis, mechanical performance testing (adhesion, impact damage tolerance, bend testing and fatigue and the onset of cracking, and wear testing). Testing can also be undertaken in representative service environments, such as marine environments, super critical CO2, simulated amine strippers, HF-containing solutions, ultra-sour HP/HT and molten salt environments. Corrosion testing include electrochemical methods, stress corrosion cracking tests, and also bespoke tests in erosion-corrosion, high temperature gas exposure, alternate immersion etc.
We are currently running a joint industry project to evaluate the high velocity air fuel spraying process, HVOF and also extreme high speed laser application (EHLA) processes for hard chrome plating in the light of REACH legislation.
Further joint industry projects are planned relating to application of corrosion resistant alloy coatings for harsh environments and also on coatings systems for internal diameter applications. TWI is also able to undertake single client work to independently assess coating deposition and performance for our Industrial Members.
To find out more about the HVAF technology, contact surfacing@twi.co.uk