Shot peening is a cold work process used to impart compressive residual stresses on to the surface of a component, which results in modified mechanical properties. The shot peening process is used to add strength and reduce the stress profile of components.
If you have any questions or need help, email us to get expert advice:
contactus@twi.co.uk
Contents
Click the links below to skip down to a section in the guide:
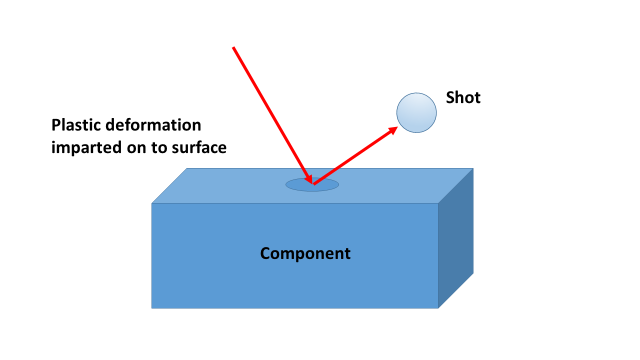
Shot peening works by striking a surface with a shot (round metallic, glass or ceramic particle) with enough force to generate plastic deformation. When a group of shots impact the surface they generate multiple indentations, resulting in the component being encased by a compressive stressed layer on the metal surface.
Shot peening is commonly undertaken using air blast systems or centrifugal blast wheels. Air blast systems use high pressure air to fire the shots through a nozzle at the workpiece. A centrifugal blast wheel uses a high speed paddle wheel which propels the peening media using centrifugal force by adjusting the media entrance location to time the release of the media. Other shot peening method include ultrasonic peening, wet peening and laser peening, which doesn’t use media.
The peening media that can be used include cast steel shot, ceramic or glass beads and cut wire. Cut wire shot is generally preferred since it maintains its spherical shape as it degrades, unlike cast shot, which can break into sharp pieces and damage the workpiece. Cut wire can last five times as long as cast shot and is also relatively inexpensive. However, the use of equipment to remove shot fragments during the process can help by cleaning and reconditioning shot and feeders and replacing damaged media.
The main advantage of shot peening is to extend the service life of a component by creating an induced compressive stress layer to increase resistance to fatigue (including corrosion fatigue, stress corrosion and cavitation erosion) while also helping to resist the development and propagation of cracks.The creation of compression stresses that resist metal fatigue help prevent the propagation of cracks through the material. Stress corrosion cracking is also mitigated internally as the plastic deformation caused by the various types of shot peening and laser peening aids tensile stressed parts from the inside. However, tensile stresses inside a material are not as problematic, as surface cracks are less likely to start on the inside of a material.
The surface residual compressive stresses created by shot peening will differ depending on factors including the intensity and coverage of the peening media.
A method to measure the effect of shot peening was created by John Almen, who devised the ‘Almen Strip’ to measure the compressive stresses that are imparted by the process. The intensity of the blast stream can be measured in the deformation of the almen strip. This is done as the strip reaches 10% deformation and is then hit with the same intensity for double the time. If the strip is then seen to deform by a further 10% the intensity of the blast stream can be measured.
The coverage of the process can also be gauged with an Almen round, as developed by R. Bosshard. This measures the percentage of the surface that has been indented by assessing variations in the angle of the blast stream. Because the blast stream is cone shaped, shot hits the material surface at varying angles. Using overlapping passes can improve coverage, while a compressively stressed surface can be produced with less than 50% coverage. However it is important to optimise the level of coverage to produce the desired surface effect. Factors that can impact coverage include the number of impacts (shot flow), exposure time, shot properties (size, chemistry of shot) and the properties of the workpiece itself. Visual examination is often used to assess the percentage of coverage, although due to the random nature of the process this coverage is not linearly proportional. For example, 100% coverage means that locations on the surface of the material will have been struck several times, 150% coverage means that five of more impacts have occurred at 52% of locations, while 200% coverage means that five or more impacts have occurred at 84% of locations. Smaller shot size produces more impacts per pound, which requires less exposure time and harder shot also produces greater coverage than soft shot, since the harder shot can penetrate deeper to create a larger impression.
Fatigue life of the workpiece is reduced by incomplete or excessive coverage. Too much peening will result in excessive cold working of the surface of the workpiece, which can lead to fatigue cracking. It is therefore important to take account of the material properties alongside the peening intensity and exposure time.
Shot peening can remove some of the higher points of the surface of a material. These surface areas contain lower levels of compressive strain than those found deeper inside the material, although most of the outside stress raisers can be polished off.
Because shot peening is a cold working process, it can cause an increase in surface hardness.
Shot blasting is an industrial process used to modify a component’s surface. The process works on the principle of abrasion. A stream of abrasive particles are propelled under high pressure on to the surface of a component to smooth a rough surface, roughen a smooth surface, shape a surface or remove surface contaminants. Shot blasting is often used to prepare a surface for subsequent operations, such as the painting of welds.
Shot peening, as previously described, differs from shot blasting in that it is used to improve surface material properties through the addition of compressive stresses.
The advantages of shot peening include improved strength and fatigue resistance, even when processing complex geometric parts. The process is well-known and relatively inexpensive and has substantial research and quality controls to ensure its effectiveness. In addition, the media and equipment are readily available.
Aside from improving material characteristics, shot peening can produce a pebbly surface that can be advantageous in certain applications.
Just as the pebbly surface produced by the process can prove advantageous for some applications, it can be undesirable for others. Shot peening can also distort close tolerance parts, although this is not such an issue with fine particle shot peening.
Shot peening is used across a wide range of industries to improve the surface properties of components, including medical, aerospace and automotive. Example components include [1]:
- Gear Parts
- Camshafts
- Springs
- Connecting rods
- Crankshafts
- Gearwheels
- Pistons
- Drill bits
- Propeller shafts
- Compressor blades
- Turbine blades
- Landing gear
- Epidural probes
In addition to these applications, shot peening can be used for sand removal in foundries, decoring, descaling, and surface finishing for castings used in engine blocks and cylinder heads.
The process is also widely used to relieve tensile stresses created through work hardening in aircraft repairs. Where processes such as grinding can create tensile stresses, shot peening can replace these with beneficial compressive stresses. Depending on factors such as shot quality, material, intensity and coverage, shot peening can increase fatigue life by as much as 1000%.
Shot peening can also be used for cosmetic purposes, creating a roughness that scatters light from the surface more effectively than with processes like sand blasting.
The process can also be used to apply material to metal surfaces through the use of an additional powder or liquid with the desired surface coating. In this application, the shot is fired through the powder or liquid which then coats the workpiece due to the impact of the peening process. This has been used to embed ceramic coatings and apply solid lubricants to surfaces, although the coverage is random due to the chaotic nature of the peening process.
Shot peening is often seen as an additional cost since it is an additional treatment. However, once this cost is accounted for, it can actually produce cost savings later. Reducing problems associated with fatigue, stress corrosion or other surface failure mechanisms can extend part performance and reduce maintenance and overhaul costs. In addition, surface treatments can result in fewer customer complaints and greater customer confidence.
While the short-term cost of shot peening is an additional expense, it is insignificant when compared to breakdown claims, lost production time or expensive redesign and replacement. The actual cost of shot peening differs according to factors such as techniques and the media used, but it is evident that accepting the cost of shot peening is cheaper than failure resulting from not undertaking the process.
How can TWI Support?
TWI has a long history of working with its Members, across a range of industry sectors, on improving the performance of materials through additional processing techniques.
Please contact us to learn more.
[1] - Shukla, P. P., Swanson, P. T. and Page, C. J. (2014) ‘Laser shock peening and mechanical shot peening processes applicable for the surface treatment of technical grade ceramics: A review’, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 228(5), pp. 639–652. doi: 10.1177/0954405413507250.