Fri, 03 February, 2023
TWI were contacted by Parker Lord in order to investigate the use of linear friction welding for future aerospace applications.
Linear friction welding (LFW) is a solid state process that works by oscillating one workpiece against another while under compressive force. This causes the materials to heat and plasticise at the interface between the workpieces, allowing them to join at temperatures below the melting point. This rapid process offers a range of benefits, including; avoiding defects associated with melting and solidification, ultra low distortion, joining dissimilar materials, producing parts with very low defect rates and no requirement for filler metal, flux or shielding gas. LFW is ideal for a manufacturing environment as it is a rapid process that is easily automated and highly repeatable.
LFW is an established technology for the manufacture of titanium alloy integrated bladed discs (blisks) for aero-engines and next-generation chains. Owing to the many benefits the process offers, it is finding increasing interest for the manufacture of aircraft structural components – particularly for titanium alloys and nickel superalloys.
Investigation by TWI into Parker Lord’s rear engine fitting design revealed that using LFW to manufacture near-net-shape components would allow for a greater than 50% saving in material costs, production costs and an overall part cost compared to the current manufacturing approach.
Following completion of a design review, Parker Lord requested that TWI develop the LFW process implemented in the manufacturing of a full-scale demonstrator of the rear engine fitting.
TWI first defined the suitable welding parameters by conducting trials on forged Ti-6Al-4V blocks using existing tooling at TWI. With these in place, and a design established we were able to design a custom tooling solution for welding the rear engine fitting demonstrator. Finally, we were able to build the custom tooling solution, weld representative coupons and then complete the work by welding the lug preforms on the full scale demonstrator as requested.
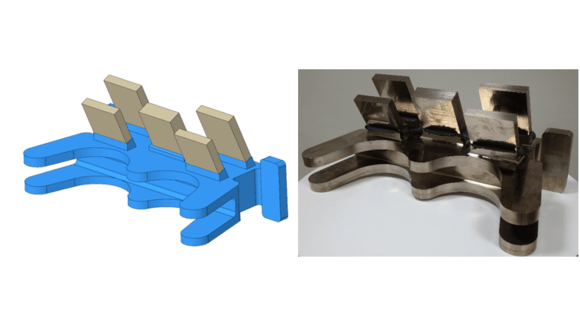 Figure 1. Rear engine fitting full scale demonstrator - (Left) Computer aided model produced prior to project initiation. (Right) photographed following LFW completion. For scale the component width is approximately 600mm and the height approximately 400mm
Figure 1. Rear engine fitting full scale demonstrator - (Left) Computer aided model produced prior to project initiation. (Right) photographed following LFW completion. For scale the component width is approximately 600mm and the height approximately 400mm
While providing a solution for Parker Lord’s requirements, this project showed how TWI’s experts can find innovative solutions by drawing on a widespread knowledge of engineering, materials and joining technologies.

This Ultra High Bypass Ratio Turbofan, Engine Attachment System is part of a project that has received funding from the Clean Sky 2 Joint Undertaking (JU) under grant agreement No 687023. The JU receives support from the European Union’s Horizon 2020 research and innovation programme and the Clean Sky 2 JU members other than the Union.
The information, documentation and figures are written by the project consortium under EC grant agreement no. 687023 and do not necessarily reflect the views of the European Commission. The European Commission is not liable for any use that may be made of the information contained herein.