Mon, 04 September, 2023
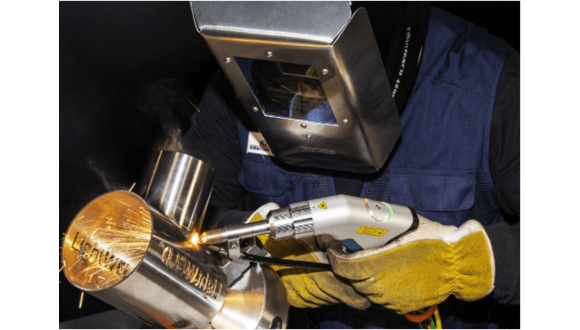
Manual laser welding is touted as the latest advance in manual process options; capable of welding up to 6mm thickness across a range of metallic materials; offering 4x weld speed, low distortion and a pre/post-cleaning function, whilst being easier to use than its conventional arc-welding counterparts. So, is it as good as its manufacturers suggest?
Its development appeared in a number of publications in the early 2000s – including early small scale applications in medical equipment and jewellery (1,2). Since that time, the introduction of lower cost, more compact laser power systems has led to several suppliers offering more affordable equipment, some with up to 3kW power options. Suppliers include IPG, Oree, GW Laser Tech and XT Laser.
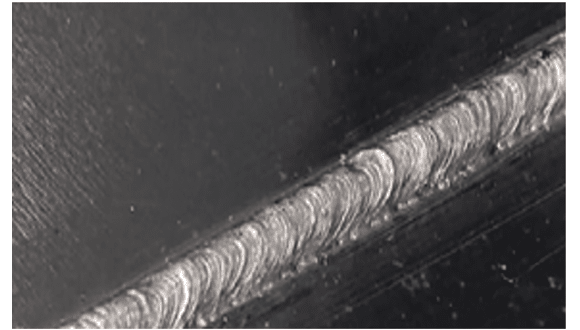
An article in the fabricator gives a good overview of such systems, their attributes and how they perform. Looking at various publications on the process, one of the areas picked up by some studies relates to the inherent sensitivity of laser welding to factors such as fit-up and beam positioning. Features incorporated into current products, such as ‘beam wobbling,’ allow systems to compensate for variations in joint fit up, and a wire feed option is available. There is still the question of travel speed/beam alignment and the option of introducing additional features such as rollers or alignment devices to improve consistency (3); but these add time/cost and reduce flexibility in application. However, such features attempt to counter the combination of manual (welder skill) and laser welding characteristics that have the potential to influence weld attributes – profile, defect type/frequency/distribution and the resulting joint quality.
Safety is always a primary concern, and extends past normal manual arc-welding with a requirement for interlock systems to shut off power to the welder if there is a risk to the operator or others being exposed to laser radiation during welding. This extends past the bay and some weld curtains and has its own related codes and standards to adhere to outside of traditional arc processes; together with related PPE. Suppliers such as IPG can provide guidance, together with national government agencies such as OSHA.
Investigation into the application of such systems are wide in terms of materials, industry sectors and fabrication stages and date back to early 2000s. Aside from production applications they include repair of tool steels, steam turbines, automotive components and aero engines - with materials extending to aluminium and titanium alloys (4-7).
TWI has seen an increasing level of interest in this technology from a number of OEMs across many industry sectors, and, in each case, there is a level of caution associated with any relatively new process that can be introduced into mature products and facilities. Acquisition and introduction of any new technology, as always, needs to consider –
- Key process variables, development and qualification
- Ease of use
- Residual stress and distortion
- Inspection
- Flaws, defects and acceptance criteria
- Repair
- Relevant codes and standards
- Health and safety aspects
- Training
For its part, TWI is looking to launch a joint industry project to benchmark this new process against existing manual arc-process options; considering a range of quality, productivity, cost, and health and safety aspects across a range of materials and joint configurations. As with any new process, understanding and quantifying a large range of attributes is key if it is to be successfully adopted. See link below for more information:
https://www.twi-global.com/what-we-do/research-and-technology/research-programmes/joint-industry-projects/handheld-laser-welding-technology-an-impartial-assessment-to-support-industrial-adoption
(Images Courtesy IPG Photonics)
References:
- Laser welding with mobile, hand-guided or semi-mechanised processing systems (Laserstrahlschweissen mit mobilen, handgefuhrten ...). KEITEL S; ORLICK H; HAFERKAMP H; BUNTE J; CORDINI P; BEREND O. DVS Berichte, no.225. Welding and Cutting 2003. Proceedings, Conference, Berlin, 15-16 May 2003.
- (Laserstrahlsschweissen von Hand mit dem Nd:YAG-Laser - Teil 1: Multitalent ...). FRANK C. Praktiker, vol.57, no.4. Apr.2005. pp.86, 88-89.
- Hand-Held Laser Welding of AISI301LN for components with aesthetic requirements: Toward the integration of machine and human intelligence (2023) Journal of Laser Applications, 35 (1).
- Manual laser welding of tool steels (Handgefuhrtes Laserschweissen von Werkzeugstahlen). SCHMID C; WESLING V. DVS Berichte, no.244. The Joining Specialists. Proceedings, Brazing Conference, also incorporating Grand Welding Conference on Plastics and Student Event, Basel, Switzerland, 16-18 September 2007.
- Repair concepts with manually guided laser systems for steel vehicle bodies (Reparaturkonzepte mit handgefuhrten Lasersystemen ...). BOESE B; MEIER O; SCHMID C; WIBBEKE T M. DVS Berichte, no.237. Welding and Cutting 2005. Proceedings, Conference, Essen, 12-14 Sept.2005.
- Hand guided laser beam to weld turbine components (Handgefuhrt mit dem Laserstrahl ...). STORCH W; LETSCH K; JOKIEL I; FRANK C. Praktiker, vol.58, no.6. June 2006.
- Manual laser welding - possibilities of use in repair welding in the reconditioning of aero engines (Laserstrahlschweissen von Hand - Moglichkeiten des Einsatzes ...). GRIEGER J; MICHEL G. Schweissen und Schneiden, vol.57, no.10. Oct.2005.