Thu, 14 January, 2021
TWI is working with the Imperial College of London (ICL) to develop the next generation of fast and cost-effective forming technologies. Once more, friction stir welding (FSW) is at the forefront of the light-weighting challenge, helping designers and manufacturers form dissimilar alloy tailored welded blanks.
A New Forming Technology
Researchers working at ICL have pioneered a new metal forming process called ‘FAST’ (Fast light Alloys Stamping Technology). This technology combines rapid heating with cold-die stamping and in‑die quenching. The main process novelty resides in its rapid heating method; effective at increasing material formability to enable complex shapes, but swift enough to deter the microstructural changes that would decrease the strength of the material. This is a new offering, as traditional hot forming processes (like hot stamping or superplastic forming) inherently anneal (and soften) the components. Subsequent heat treatments are traditionally required to improve strength after forming. For precipitation-strengthened materials, FAST reduces the manufacturing cycle times by eliminating the need for (i) a pre-forming solution heat treatment and (ii) post-forming artificial ageing; both time-consuming operations. Several lightweight materials have been successfully formed using this new technology, including ultra-high strength steels, aluminium alloys and titanium alloys.
Adding Further Value with FSW
Aiming to expand further on these design freedoms, TWI and ICL have recently collaborated to form parts combining dissimilar aluminium alloys. Figure 1 shows an M-shaped demonstrator of a car body-in-white reinforcement, joining AA7075 and AA6082. Hardness measurements suggest that, following the paint baking cycle, the formed component reached over 98% of the original strength for each alloy.
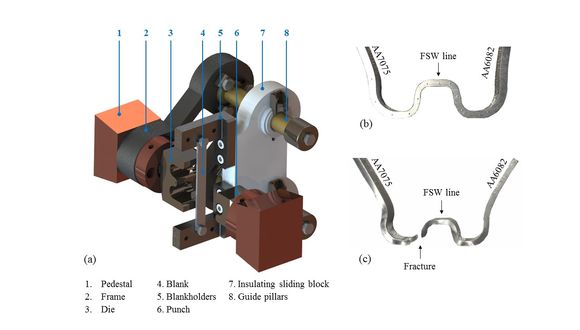
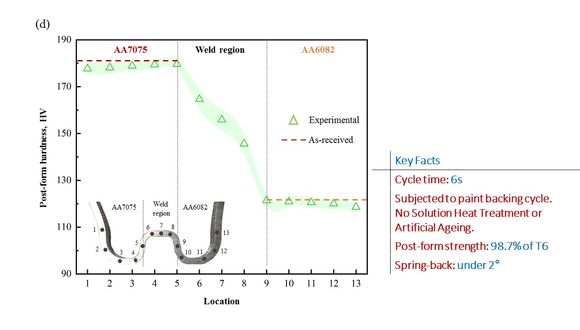 Figure 1. M-shaped technology demonstrator: (a) FAST forming apparatus; (b) Successful forming using FAST forming conditions; (c) Fracture when attempting to form at room temperature; (d) Post- forming hardness distribution (adapted from Liu et al. 2020)
Figure 1. M-shaped technology demonstrator: (a) FAST forming apparatus; (b) Successful forming using FAST forming conditions; (c) Fracture when attempting to form at room temperature; (d) Post- forming hardness distribution (adapted from Liu et al. 2020)
The FSW joining process proved essential in enabling this development, producing joints with the ductility required for enduring the rapid deformation rates involved during FAST forming.
Some of the key enabling features of FSW were:
- Unique Weld Microstructure
FSW promotes dynamic recrystallisation, generating a dense microstructure of highly refined, equiaxed grains. The process also creates a homogeneous dispersion of fine precipitates. A careful selection of processing conditions can tailor these microstructural transformations to enhance joint tensile strength, ductility, formability and even facilitate local superplastic behaviour.
Many forming processes rely on drawing/elongating sheets of material within a die. Proud surface features will impinge the die, increasing the strain on the material and potentially tearing the parts. FSW preserves the original profile of the sheets, which enables an effective drawing operation. This is in contrast to fusion welding techniques, which can produce surface proud spatter and/or weld beads (especially when using filler materials to join crack sensitive aluminium alloys).
- Absence of Porosity or Cracking
Given that FSW does not melt the joint, it assures that porosity or solidification cracking cannot occur. This leads to a fully consolidated joint, which maximises the joint loadbearing cross section. It also ensures the material can elongate more uniformly during forming operations.
FSW’s low heat input favours much lower distortion. This, in turn, eases part location in tooling and eliminates inconsistencies linked to uncontrolled movements caused by flattening of warped welded sheets as the tooling closes to initiate the forming process.
Industrial Relevance
This technological milestone is of notable importance for the automotive sector. Aluminium alloy usage in vehicles is steadily increasing, with the majority of the metallic components obtained by sheet metal forming, extrusion or casting. Aluminium is predicted to be the prevalent material used in vehicle manufacture by 2040 (Figure 2). However, the relatively low formability of aluminium alloys at room temperature often limits their application, especially for high-strength, complex‑shaped stampings. There is also a clear trend to hybridise fabrication, by introducing higher strength grades from the AA2000 and AA7000 series, often joined to traditional options from the AA5000 and AA6000 series.
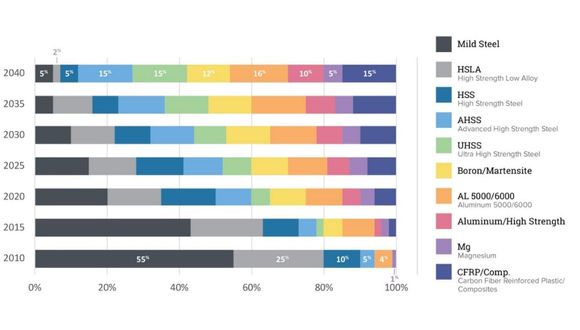 Figure 2. Material usage in vehicles from 2010 to 2040 (Brett et al. 2017)
Figure 2. Material usage in vehicles from 2010 to 2040 (Brett et al. 2017)
In addition to the challenges of joining dissimilar aluminium alloys, forming such hybrid components will add another layer of complexity and risk. Dissimilar joints produced by traditional technologies often suffer from a decrease in ductility compared to the parent materials. Many technologies will be able to form some sort of joint. However, not all joints will be able to endure the service conditions or even downstream manufacturing processes (especially if forming is involved). Since its invention by TWI, FSW has revolutionised aluminium constructions for the transport sector. Its proven ability to join dissimilar aluminium parts for forming applications continues to play a vital role in automotive design, which is increasingly driven by topology optimisation. The recent combination of FAST forming with FSW builds on that existing offering, providing new opportunities for both technologies.
Find Out More:
Some of the recent work in the combination of FSW and FAST have recently been published in the Elsevier journal Applied Thermal Engineering.
https://doi.org/10.1016/j.applthermaleng.2020.115619
For further information, please contact Dr João Gandra (TWI) and Dr Li-Liang Wang (ICL) by using the ‘Contact Us’ link below.
References:
Liu X, Cai Z, Zheng Y, Fakir O, Gandra J, Wang L, 2020: ‘A general IHTC model for hot/warm aluminium stamping’. Applied Thermal Engineering, Vol 181, pp. 115619. https://doi.org/10.1016/j.applthermaleng.2020.115619.
Smith B, Spulber A, Modi S, Fiorelli T, 2017: ‘Technology Roadmaps: Intelligent Mobility Technology, Materials and Manufacturing Processes, and Light Duty Vehicle Propulsion’. Center for Automotive Research, Ann Arbor, MI.