Tue, 24 March, 2020
There are a number of industrial applications that use transitions between dissimilar metals where joining is of the utmost importance. These applications include those within the power industry where inadequate joining strategies, processes, or manufacturing methods can cause failures or degradation, in turn leading to plant outages and repair costs.
This has been a hot topic within the nuclear sector for a number of years, where ferritic steel reactor pressure vessels (RPVs), pressurisers and steam generators are joined to stainless steel piping system through complex dissimilar welding joints. These joints comprise several Ni Alloy buttering layers on the ferritic side, followed by a sequence of Ni Alloy and/or stainless steel arc welds, until finally reaching the stainless steel pipe (See Figure 1, below).
However, this joining method can create discontinuities in physical properties, such as thermal expansion/conductivity coefficients. The structural integrity of these welds and the subsequent safe operation of plant can be undermined by both primary water stress corrosion cracking (PWSCC) and thermal shock cracking.
TWI is currently working on a project to solve this issue through the use of an additively manufactured transition piece, which includes a gradual change in chemical composition along the axial direction. The transition piece would use functionally-graded materials to produce a match to the chemical composition of the ferritic steel on one side and the stainless steel on the other (See Figure 2, below).
The project is currently in the literature review stage, but it is envisioned that additive manufacturing techniques may provide a solution and create the functionally-graded transition piece:
- Wire plus arc additive manufacturing (WAAM) using two wires, with differentiated wire feeding rates
- Laser beam additive manufacturing using either two powders, or two wires, similarly
The additively manufactured transition piece would then be hot forged and heat treated to create a finer microstructure, before being machined to the desired shape and dimensions (see Figure 3, below, for the manufacturing process).
It is hoped that this approach would provide the following benefits:
- Only one engineering transition piece would be required to link both structures, minimising the amount of on-site welding, thus reducing costs
- Only two similar welds, i.e. ferritic steel RPV nozzle to the ferritic end of the transition piece, and stainless steel pipe to the stainless steel end of the transition piece, would need to be made
- The final result would be a forged and heat treated component with a homogeneous, fine equiaxial grained microstructure, more likely of acceptance in conservative end-use applications
- A smooth material transition would result in a more even distribution of thermal stresses, reducing the likelihood of thermal shock cracking
- Overall better in-service performance, reducing repair costs
- No need for thermal sleeves as the dissimilar welded joint is now absent
The concept could also allow for internal cladding to be built up as the transition piece is manufactured.
This unique, innovative and disruptive concept brings direct applicability to a new manufacturing methodology to potentially solve a long-standing issue for the power generation industry.
Once proof of concept has been established, the project will seek to work across a variety of material transitions to provide solutions for a number of different reactor types, including small modular reactors (SMRs), as well as for stainless steel to creep resistant steel couplings as widely used in fossil fuel power plants and refineries.
Aside from the power generation sector, this project could find applications in the aerospace industry where a diverse set of materials are frequently used.
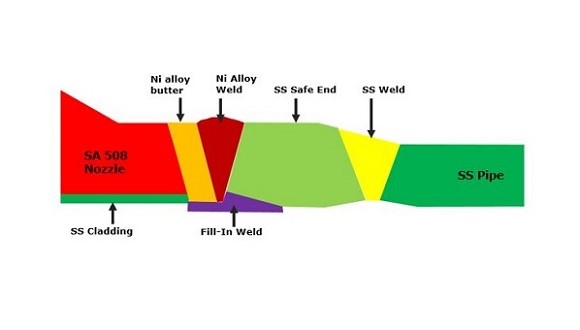 Figure 1. Typical dissimilar welding design used in nuclear power plants
Figure 1. Typical dissimilar welding design used in nuclear power plants
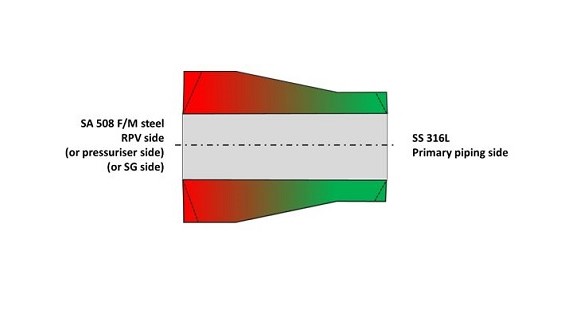 Figure 2. Schematic of a functionally-graded transition piece
Figure 2. Schematic of a functionally-graded transition piece
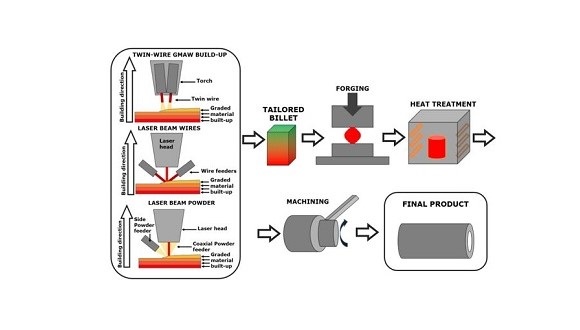 Figure 3. Functionally-graded additively manufactured transition piece production route
Figure 3. Functionally-graded additively manufactured transition piece production route