Reibschweißen ist ein Pressschweißverfahren, bei dem Werkstücke unter hohem Druck mit durch mechanische Reibung erzeugter Wärme verschweißt werden.

In Wirklichkeit besteht eine scheinbar glatte Oberfläche aus vielen mikroskopisch kleinen Erhebungen, den sogenannten Unebenheiten. Wenn sich eine Oberfläche relativ zu einer anderen bewegt, interagieren diese Unebenheiten (siehe Abbildung 1) und erzeugen Reibung, wobei die Reibkraft der Bewegung zwischen den interagierenden Oberflächen entgegenwirkt. Die Wechselwirkung dieser Unebenheiten durch elastisches und plastisches Nachgeben erzeugt Wärme. Beim Reibschweißen wird dieses Phänomen für die Herstellung von Fügeverbindungen genutzt. Die beim Reibschweißen eingesetzte mechanische Bewegung erzeugt Wärme, wodurch die zu verbindenden Materialien erweichen und zähflüssig werden. Im erweichten Zustand vermischen sich die Werkstoffe durch die mechanische Bewegung des Prozesses und gehen eine Verbindung ein. Die Art und Weise, in der die Reibungswärme und die Materialvermischung stattfinden, hängt stark vom verwendeten Reibschweißverfahren ab, von dem es vier Hauptverfahren gibt: Rührreibschweißen (Friction Stir Welding, FSW), Punktreibschweißen (Friction Stir Spot Welding, FSSW), Linearreibschweißen (Linear Friction Welding, LFW) und Rotationsreibschweißen (Rotary Friction Welding, RFW).
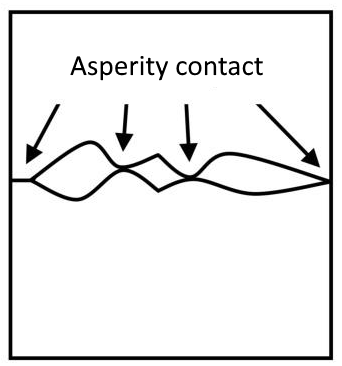
Abbildung 1 - Wechselwirkung der Oberflächenbeschaffenheit
Beim FSW und FSSW wird ein spezielles Werkzeug verwendet, um die Reibungswärme und die mechanische Vermischung zu erzeugen. Das verschleißfeste Werkzeug dreht sich und taucht in die beiden Werkstücke ein, die nebeneinander oder übereinander liegen. Das Werkzeug wird dann beim FSW durch die Grenzfläche bewegt, und die Reibungswärme bewirkt, dass sich das Material erhitzt und erweicht. Das rotierende Werkzeug vermischt das erweichte Material mechanisch, um eine Verbindung herzustellen; siehe Abbildung 2(a). Das FSSW-Verfahren ist eine Variante des FSW-Verfahrens, bei dem ein verschleißfestes Werkzeug rotiert und in zwei Werkstücken in einer Überlappungskonfiguration eintaucht, dort kurz verweilt und dann zurückgezogen wird, um einen Schweißpunkt zu erzeugen. Beim FSSW wird das Werkzeug nicht durch die Werkstücke geführt; siehe Abbildung 2(b).
Linearreibschweißen (LFW) und Rotationsreibschweißen (RFW) benötigen kein verschleißfestes Werkzeug, d. h. die zu verbindenden Werkstücke werden zur Erzeugung der Reibungswärme und der mechanischen Durchmischung unmittelbar aufeinandergepresst. Beim LFW wird ein Werkstück relativ zu einem anderen linear hin- und herbewegt und dabei einer Druckkraft ausgesetzt. Durch die Reibung zwischen den oszillierenden Oberflächen entsteht Wärme, die das Grenzflächenmaterial erweicht und mechanisch vermischt; siehe Abbildung 2(c). Das RFW-Verfahren ähnelt dem LFW-Verfahren mit dem Unterschied, dass die Werkstücke häufig rund sind und relativ zueinander verdreht werden; siehe Abbildung 2(d). Beim LFW und RFW verkürzen sich die Werkstücke in der Regel in Richtung der Druckkraft und bilden den Wulst oder Grat. Während des Abbrandes werden Verunreinigungen, wie Oxide und Fremdpartikel, in den Wulst gepresst. Sobald sie frei von Verunreinigungen sind, kommt es zu einer reinen Metall-Metall-Mischung, die zu einer integralen Verbindung führt. Obwohl die beim Reibschweißen erzeugten Temperaturen sehr hoch sind, bleibt das Material im festen Zustand (d. h. es kommt unterhalb des Schmelzpunkts nicht zum Schmelzen).
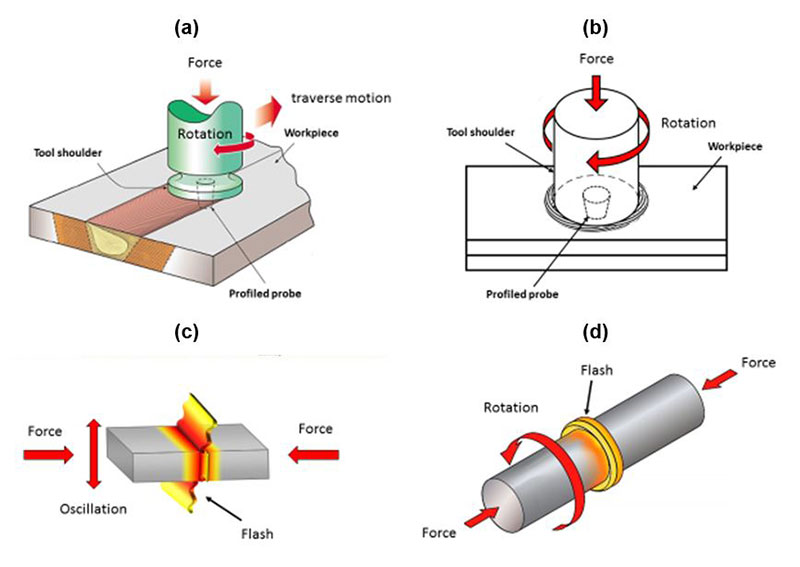
Abbildung 2 - Schematische Darstellung des Verfahrens: (a) Rührreibschweißen (FSW), (b) Rührreibpunktschweißen (FSSW), (c) Linearreibschweißen (LFW) und (d) Rotationsreibschweißen (RFW)
Die Anwendung des Reibschweißens bietet in vielen Industriesektoren große Vorteile, darunter:
- Das Material bleibt im festen Zustand, wodurch viele der mit dem Schmelzschweißen verbundenen Defekte, wie Poren und Erstarrungsrisse vermieden werden.
- Im Vergleich zum Schmelzschweißen werden vergleichsweise niedrige Temperaturen erzeugt, was die Bildung intermetallischer Verbindungen reduziert und das Verbinden einer Vielzahl ähnlicher und unähnlicher Werkstoffe ermöglicht. Auch der Verzug des geschweißten Bauteils ist geringer.
- Es können viele „nicht schweißbare“ Aluminiumlegierungen verbunden werden, insbesondere aus den Serien 2xxx und 7xxx.
- Schweißzusatzwerkstoff, Flussmittel und Schutzgas sind nicht erforderlich.
- Bei den meisten Anwendungen ist keine spezielle Kantenvorbereitung erforderlich.
- Der Prozess kann leicht automatisiert werden, was ihn sehr wiederholbar und unabhängig vom menschlichen Einfluss macht, was zu sehr niedrigen Fehlerquoten führt.
- Es können Schweißnähte mit exzellenten mechanischen Eigenschaften hergestellt werden, die mit denen des Grundmaterials vergleichbar oder sogar besser sind, und zwar für eine Reihe ähnlicher und unähnlicher Materialkombinationen.
- Die Möglichkeit, den Materialbedarf für die Herstellung eines Bauteils zu reduzieren, indem kleinere Werkstücke zu einer Vorform zusammengefügt werden, die anschließend auf die gewünschten Abmessungen bearbeitet wird.
Um mehr über die einzelnen Reibschweißverfahren, ihre Gefüge, mechanischen Eigenschaften und industriellen Anwendungen zu erfahren, klicken Sie bitte auf die folgenden Links:
Wenn Sie noch mehr über Reibschweißen und seine Verfahrensvarianten erfahren möchten, nehmen Sie bitte auf Englisch Kontakt mit uns auf.