Sudura in puncte este un proces de sudura cu rezistenta care este utilizat in principal pentru sudura a doua sau mai multe foi metalice prin aplicarea presiunii si caldurii pe zona de sudura.
Functioneaza prin intermediul contactului electrozilor din aliaj de cupru pe suprafetele placii, cu ajutorul carora se aplica presiune si curent electric, si se produce caldura prin trecerea curentului prin materiale rezistive, cum ar fi otelurile cu continut scazut de carbon.
Cum functioneaza sudura in puncte?
Fiind o forma de sudura cu rezistenta, sudura la fata locului este unul dintre cele mai vechi procese de sudura prin care doua sau mai multe foi de metal sunt sudate impreuna fara a utiliza nici un material de umplutura.
Procedeul presupune aplicarea presiunii si caldurii pe zona de sudura folosind electrozi din cupru in forma de aliaj care transmit un curent electric prin piesele de sudura. Materialul se topeste, fuzionand partile la un moment in care curentul este oprit, presiunea de la electrozi este mentinuta si „nuggetul” topit se solidifica pentru a forma imbinarea.
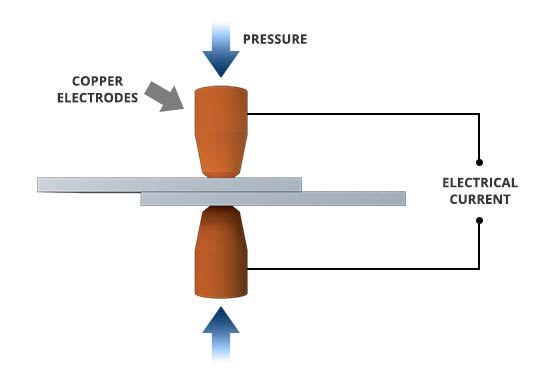
Schema de sudura la punctul de rezistenta
Caldura de sudare este generata de curentul electric, care este transferat piesei prin electrozi din aliaj de cupru. Cuprul este utilizat pentru electrozi deoarece are o conductivitate termica ridicata si o rezistenta electrica scazuta in comparatie cu majoritatea altor metale, asigurand ca respectiva caldura sa fie generata preferential in piesele de lucru, mai mult decat in electrozi.
Cantitatea de caldura depinde de conductivitatea termica si de rezistenta electrica a metalului, precum si de timpul de aplicare a curentului. Aceasta caldura poate fi exprimata prin ecuatia:
Q = I2Rt
In aceasta ecuatie „Q” este energia termica, „I” este curent, „R” este rezistenta electrica si „t” este timpul pentru care se aplica curentul.
Materiale potrivite pentru sudura prin puncte
Datorita conductivitatii termice mai scazute si a rezistentei electrice mai mari, otelul este sudat relativ usor prin comparatie, otelul cu emisii reduse de carbon fiind cel mai potrivit pentru sudura prin puncte. Cu toate acestea, otelurile cu continut ridicat de carbon (echivalenta carbonului> 0,4% in greutate) sunt predispuse la o rezistenta slaba la fractura sau la fisurare in suduri, deoarece acestea tind sa formeze microstructuri dure si fragile.
Otelul zincat (acoperit cu zinc) necesita curenti de sudura usor mai mari decat otelurile neacoperite. De asemenea, cu aliajele de zinc, electrozii de cupru degradeaza rapid suprafata si duc la pierderea calitatii sudurii. Atunci cand sudarea la otel a otelurilor acoperite cu zinc, electrozii trebuie fie schimbati frecvent, fie suprafata varfului electrodului trebuie „imbracata”, unde un taietor elimina materialul contaminat pentru a expune o suprafata de cupru curata si modeleaza nou electrodul.
Alte materiale sudate in mod obisnuit includ oteluri inoxidabile (in special grade austenitice si feritice), aliaje de nichel si titan.
Desi aluminiul are o conductivitate termica si o rezistenta electrica apropiata de cea a cuprului, punctul de topire al aluminiului este mai mic, ceea ce inseamna ca este posibila sudarea. Cu toate acestea, datorita rezistentei sale scazute, trebuie sa fie utilizate niveluri foarte mari de curent la sudarea aluminiului (de doua ori trei ori mai mare decat in cazul otelului cu o grosime echivalenta).
In plus, aluminiul degradeaza suprafata electrozilor din cupru intr-un numar foarte mic de suduri, ceea ce inseamna ca sudarea stabila de inalta calitate este foarte greu de realizat. Din acest motiv, pe piata se gasesc doar aplicatii din aluminiu specializate pentru sudura in puncte. Sunt dezvoltate diverse noi tehnologii care sa permita sudarea in puncte stabila de inalta calitate pentru componente de aluminiu .
Cuprul si aliajele sale pot fi, de asemenea, imbinate prin sudura in puncte, desi sudarea prin puncte a cuprului nu poate fi realizata cu usurinta cu electrozii conventionali de sudare din aliaj de cupru, deoarece generarea de caldura in electrozi si piesa de lucru este foarte similara.
Solutia de sudare a cuprului este de a utiliza un electrod format dintr-un aliaj cu o rezistenta electrica ridicata si o temperatura de topire cu mult peste punctul de topire a cuprului (mult mai mare de 1080 °C). Materialele cu electrozi utilizate in mod obisnuit pentru sudura prin puncte a cuprului includ molibdenul si tungstenul.